首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
螺纹加工
国际金属加工网
>
螺纹加工
>
螺纹加工技术资料
螺纹加工技术资料 第3页
螺纹铣削数控技术在航空的应用
传统的螺纹加工方法主要采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方法——数控铣削得以实现。
螺纹铣刀
铣床
铣刀
螺纹加工
刀具
航空
阅读全文
钛和钛合金加螺纹工技术与应用
在航空、航天工业部门,用轻质材料的轻型结构件越来越多。轻质材料除铝合金外主要是钛、钛合金和碳素纤维增强型复合材料(以下简称CFK)及铟康镍合金(Inconel)等。钛和CFK的应用日趋广泛,如在空客A-330飞机上铝构件的重量占比仍达70%,而在A-350 XWB飞机上,铝构件则减少..
螺纹铣刀
铣刀
螺纹加工
刀具
航空
阅读全文
医疗行业需要更可靠的精密刀具
难以加工的材料、复杂的工件形状以及频繁的小批量生产对用于加工专业医疗器械的刀具提出了很高的要求。瓦尔特公司生产的精密刀具在这方面享有很高声誉。
螺纹铣刀
铣刀
螺纹加工
刀具
医疗
阅读全文
能源行业的新型螺纹铣刀解决方案
全球工业对能源的需求正在增加,越来越多的国家正努力实现能源的自给自足,勘探和能源生产的过程越来越复杂。许多石油行业的关键零部件,如包括阀门、泵、阀体、压缩机和齿轮等都包含有螺纹。
高进给铣刀
螺纹铣刀
铣刀
螺纹加工
刀具
能源
阅读全文
PCD刀具在汽车制造业的应用
根据欧洲铝业协会(EAA)发表的研究结果,在欧洲,1990年时每辆新汽车的用铝量为50公斤;到2005年,该数字已上升到132公斤;预计到2010年,每辆新汽车的用铝量可能还会再增加25公斤。根据这份研究报告,在2005年欧洲生产的新汽车中,铝制零件的重量达到了200万吨。由于采用..
螺纹车刀
切槽刀
车刀
螺纹加工
刀具
汽车
阅读全文
卧式车床可以降低螺纹孔加工刀具成本
由于传统设备精度较低,切削参数调整困难,加之受操作者的技术水平、经验、责任心和疲劳程度等因素影响,长期以来,很多工序的刀具寿命都非常不稳定。在螺纹孔的加工中,用数控机床替代传统手动车床的思路,有效提高了攻螺纹刀具的寿命,降低了刀具使用成本。
螺纹车刀
卧式车床
车床
车刀
螺纹加工
孔加工
刀具
模具
阅读全文
伊斯卡在车削领域做出改进
全球范围对精密医疗零部件的需求在不断增长中,特别是对整形外科及牙科植入物的需求。人口老龄化对此产生了一定的影响;人类寿命越长,对医疗零部件的需求就越多。
车削加工中心
切槽刀
螺纹铣刀
加工中心
车床
车刀
铣刀
螺纹加工
刀具
医疗
阅读全文
我国立铣刀在汽车市场上民族品牌崛起和蓬勃发展
随着中国汽车、航空、军工、模具、制冷、电力等精密制造业的快速发展,对金属加工刀具的数量和质量的要求也迅速提高。硬质合金刀具集中在中低档的立铣刀和易切材料的钻头。
株洲钻石
立铣刀
硬质合金丝锥
铣刀
螺纹加工
刀具
汽车
阅读全文
高耐大因铣刀提高机械加工的精度
高端大因各类铣刀在机械加工中,提高选型标准,提高零件的精度。同时也提供配刀的方案,为了多种刀具都能满足加工的要求。
高耐大因
高进给铣刀
螺纹车刀
立铣刀
面铣刀
车刀
铣刀
螺纹加工
刀具
机械
阅读全文
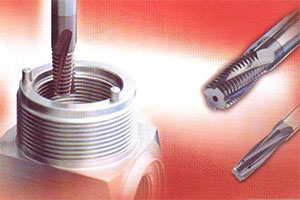
丝锥在螺纹加工应用中的解决方案
螺纹加工是加工中心非常重要的应用之一,螺纹的加工质量和效率将直接影响零件的加工质量及加工中心的生产效率。随着加工中心性能的提高及切削刀具的改进,螺纹加工的方法也在不断改进,螺纹加工的精度和效率也在逐渐提高。采用丝锥加工螺纹孔是最常用的加工方法,针对不..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
丝锥在螺纹加工中应用技术专题
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥。针对不同材料的加工,我们需要不同的丝锥对应。丝锥是制造业操作者加工螺纹的最主要工具。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产..
钻头
螺纹加工
孔加工
阅读全文
多马公司的新型丝锥,用来对付难加工材料
由于对这种新型丝锥的材料、涂层和几何形状等都进行了专门设计,所以它们适合对一些难切削材料进行不间断的攻丝加工,尤其是不锈钢的攻丝加工。该丝锥的切削槽几何形状是专门设计的,拥有足够的容屑空间,有利于得到快速、平滑的排屑。这样的话,堵屑现象几乎可以忽略不..
螺纹加工
阅读全文
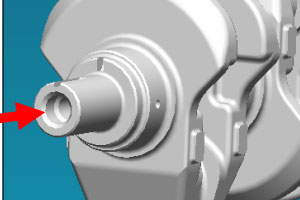
锑玛工具:凸台避让功能螺纹刀具
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹加工
刀具
阅读全文
使用WIDIA VariTap产品,获得卓越的攻丝加工性能
传承140年丝锥设计经验,采用最新设计理念,产品性能卓越:威迪亚公司生产的VariTapTM产品具有卓越的攻丝性能,可用于多种材料工件的加工;上乘的工件加工质量,以及超长的刀具使用寿命。
攻丝刀柄
螺纹加工
刀柄
刀具
机械
阅读全文
瓦尔特的螺纹挤压丝锥在巴特迪本的Profiroll改善加工稳定性
从冷成型车削到螺纹挤压丝锥再到无屑技术,这是行业趋势,不足为奇。Profiroll Technologies GmbH位于巴特迪本的Saxony镇,是世界领先的机床和刀具制造厂,也在不断探索,寻求加工旋转对称工件的最佳方案。在生产机器零件螺纹时,生产部日益迫切需要使用螺纹挤压丝锥。..
螺纹加工
刀具
阅读全文
内螺纹加工5大方法的优势与劣势!不容错过!
分析评估和合理选用不同的内螺纹加工方法,可以帮助零件制造商高效而经济地加工出高质量螺纹孔。本文简要分析内螺纹的五种主要加工方法:攻丝、挤压成形、铣削、车削和磨削的优势与劣势。
螺纹铣刀
铣刀
螺纹加工
刀柄
刀具
模具
机械
阅读全文
大昭和:创新铸就品质 服务赢取未来
该展会由中国机床工具工业协会主办、上海市国际展览有限公司承办,是业内人士期待已久的行业盛会,代表了当代最新机床工具制造技术水平。作为日本最大加工中心刀具系统及零附件专业生产厂家的大昭和精机株式会社盛装出席CCMT2016展会,携多款创新产品及经典系列刀具产品..
金万众
CCMT
CCMT2016
攻丝刀柄
车刀
螺纹加工
刀柄
刀具
阅读全文
2016年大昭和上海CCMT展前预览
BIG是生产刀具系统的专业厂家。经过四十多年的不懈努力、不仅在日本市场获得了不可动摇的No.1地位,在世界市场也同样取得了巨大的成就。在“满足市场最新需求”的理念激励下,大昭和精机不断开发新产品,不断提升已有产品性能,并着力与质量控制管理,最大限度地满足市..
金万众
CCMT
CCMT2016
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
欧士机:VP-DC-HT铸件用内冷油孔零前角直槽丝锥加工案例
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成..
欧士机
螺纹加工
阅读全文
蓝帜:模块化刀具系统既优化了内螺纹加工效果,又节约了资源
模块化刀具系统在铣削、车削和钻削加工领域一直都是最先进的工具。其经验证的优势主要包括:可对不同的刀具组件进行快速、灵活的配置,从而制造出必要精密的刀具,减少了刀具库存和设备的二次加工时间。
攻丝刀柄
螺纹加工
刀柄
刀具
模具
阅读全文
山高刀具2015产品发布专题
山高刀具2015秋季新品发布了包括Combimaster、Jabro-Solid2、Minimaster Plus 新小魔王、Steadyline刀头、Threadmaster丝锥和Precimaster Plus。山高还推出了三种TP材质等级(TP2501、TP1501 和TP0501),首次采用了山高新一代Duratomic金刚甲镀层技术,可满足该应用领..
山高刀具
铰销
车床
铣床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
WALTER+EWAG 助力中国刀具制造水平提升
作为磨削领域的技术领先者,联合磨削集团(UNITED GRINDING GROUP) 旗下八大知名品牌——斯图特、肖特、米克罗莎、瓦尔特、伊瓦格、美盖勒、保宁、琼格在磨削领域已有百年历史,掌握着世界领先的硬质精磨技术。联合磨削旗下两大工具磨床品牌——瓦尔特(WALTER)与伊瓦..
螺纹车刀
车刀
螺纹加工
刀具
测量
软件
机械
阅读全文
如何解决摇臂钻床使用中丝锥断裂问题?
摇臂钻床在使用过程中,丝锥的折断往往是在受力很大的情形下倏忽发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱离,为了使丝锥能够在螺孔中松动,可以用振动法。振动时用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的..
钻床
螺纹加工
机械
阅读全文
锑玛工具:凸台避让功能螺纹刀具
在某些零件的螺纹加工中,会碰到如下图中的情况,即底孔底部为锥形凸台结构,普通丝锥或螺纹铣刀在做螺纹时,刀具端面会干涉到此部位,无法将螺纹长度加工到位。此时,需要特殊结构的丝锥或螺纹铣刀才能实现。
螺纹铣刀
铣刀
螺纹加工
刀具
机械
阅读全文
株硬刀具应用之双中间轴变速箱壳体加工
变速箱壳体与发动机体缸体一样,均属汽车的核心零部件。变速器壳体是变速器的基础件,它将变速器的输入轴总成、输出抽总成、换挡机构总成等零部件按一定的相互位置关系装配成一个整体,并支撑输出轴按一定的传动比关系输出扭矩。
变速器
螺纹铣刀
铣刀
螺纹加工
刀具
汽车
阅读全文
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依..
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
阅读全文
基于UG螺旋槽丝锥沟槽铣刀的设计
丝锥螺旋槽成形铣刀传统设计方法是作图法和解析法。作图法比较直观,但丝锥螺旋角较大时,在二维平面上寻求三维共轭点是相当困难的,费时且误差大。解析法虽然精确但求解接触点运算复杂。应用UG NX7.5中的建模方法,能够准确做出成形铣刀回转面与丝锥螺旋槽的接触线,完..
槽铣刀
铣床
铣刀
螺纹加工
刀具
测量
阅读全文
森泰英格新战略密码—做好企业基本面与运用现代营销方法做市场
数控加工的高速发展为全球迎来了工业大时代,它不仅促进了机床产业的技术创新,更对刀具行业提出了更高要求。国外品牌依靠先进的技术、多年积累的市场占有率及品牌效应,长期垄断国内高端数控刀具市场。国内数控刀具企业由于技术落后和创新不够,无奈只能在中低端市场依..
攻丝刀柄
螺纹加工
刀柄
刀具
阅读全文
BIG美夹同步攻丝刀柄介绍
北京金万众机械科技有限公司是一家经营世界先进刀具的专业公司,成立于1992年。总部设在北京,在全国各大城市都设有办事处或联络处,形成了较完善的销售和服务网络。
金万众
攻丝刀柄
螺纹加工
刀柄
刀具
模具
阅读全文
山特维克可乐满新推小螺纹铣削刀具
山特维克可乐满又出新品。CoroMill®Plura(金刚铣),山特维克可乐满新推出的小螺纹铣削刀具系列,旨在应对由普通丝锥加工引起的刀具断裂和零件损坏的风险。
山特维克可乐满
螺纹车刀
铣床
车刀
螺纹加工
刀具
阅读全文
欧士机:完美解决丝难加工的解决方案
)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
欧士机
螺纹加工
刀具
阅读全文
汽车发动机零件生产中的高性能刀具
近年来,我国汽车工业发展异常迅速,实现了持续高增长,汽车及零部件制造业已成为机床和刀具行业最大、最重要的用户。发动机是汽车的心脏,也是汽车最主要的组成部分,其零件制造工艺水平普遍高于其他汽车零件。
铰销
螺纹铣刀
铣刀
螺纹加工
刀具
汽车
阅读全文
锑玛刀具在BOSCH燃油喷射系统零部件加工中的应用
锑玛公司是在华投资的第一家工厂,是专业化的硬质合金刀具的集 生产、销售和服务为一体的综合性企业.主要服务于航空航天、汽车、造船、制冷设备、精密机械加工及高端模具等客户领域。公司引进德国先进的五轴CNC万能工具磨能够加工形状更复杂,公差更严格的刀具,最新的3..
螺纹铣刀
加工中心
铣刀
螺纹加工
刀具
航空
机械
阅读全文
欧士机-A丝锥系列加工案例
切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 工具磨损情况 转载 欧士机 A丝锥 刀具 ,_NOAD_
欧士机
螺纹加工
刀具
阅读全文
山高刀具航空发动机机匣加工解决方案
山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。1993年,山高在中国创立了分支机构以拓展其在华业务。
山高刀具
仿形铣刀
铰销
玉米铣刀
螺纹铣刀
钻头
铣床
铣刀
螺纹加工
孔加工
刀具
航空
阅读全文
北京金万众将携两大系列及众多新品亮相DMC展会(展位号:E1-A220)
大昭和精机株式会社是生产刀具系统的专业厂家。经过四十多年的不懈努力,不仅在日本市场获得了不可动摇的领先地位,在世界市场也同样取得了巨大的成就。在“满足市场最新需求”的理念激励下,大昭和精机不断开发新产品,不断提升已有产品性能,并着力与质量控制管理,最..
金万众
DMC
攻丝刀柄
镗刀
螺纹加工
孔加工
刀柄
刀具
汽车
模具
阅读全文
航空零部件的内螺纹铣削
加工航空材料的J型内螺纹加工是最具挑战性的金属切削加工之一。但即使采用了最先进的新型丝锥,这种加工仍然会受到性能不一致、刀具寿命短、螺纹质量差、丝锥易折断等难题的困扰。
螺纹铣刀
铣床
铣刀
螺纹加工
刀具
航空
阅读全文
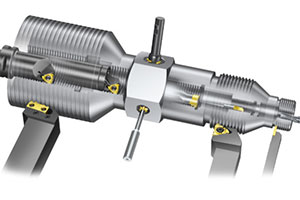
瓦格斯推出深孔螺纹铣削解决方案及TMSD的扩展系列新产品
世界领先的高品质金属及塑料螺纹切削、开槽、手工去毛刺工具制造商瓦格斯公司荣幸地推出深孔螺纹铣削解决方案TMSD的扩展系列产品。
螺纹铣刀
铣床
铣刀
螺纹加工
刀具
机械
阅读全文
欧士机:为客户提供全面、完善、优质的解决方案
2013年,尽管中国整体经济发展形式并不尽如人意,但OSG在中国市场通过不断地扩充产品线,为客户提供全面、完善、优质的解决方案,提升了OSG的品牌影响力;通过系统的人才培养,为公司发展和管理提供了有力保障;通过与代理商和终端用户的互动合作,得到中国客户的一致肯..
欧士机
钻头
螺纹加工
孔加工
刀具
阅读全文
欧士机:A-TAP丝锥加工案例
随着ALL-MIGHT全能丝锥的隆重登场,今后无论是软钢、不锈钢、碳素钢、合金钢以及铝合金等近乎绝大部分的加工材料;或是攻丝机、通用机、加工中心,全球现有的加工机械;又或是从5~80m/min这样超大跨度的加工条件。只用一根OSG的A丝锥皆能游刃有余地对应。
欧士机
螺纹加工
刀具
阅读全文
首页
上页
1
2
3
4
下页
未页
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
预见2021:《2021年中国太阳能电池行业全景图谱》(附市场现状、竞争格局和发展趋势等)
温泽测量『技术专栏』关于叶片系列二:透平机的类型
温泽测量:『用户之声』可直接用于生产环境的高精度测量技术
2021年中国电源行业市场规模及发展前景分析 5G商用将推动通信电源市场持续增长
2021年中国风电行业市场竞争格局——金风科技:新增装机容量位居全国首位
埃马克集团旗下的感应加热技术专家eldec有公众号啦!
美国汽车巨头关闭印度工厂:辛苦干10年,巨亏129亿
工业机器人步入人机共融新时代专题
建筑行业新拓展!机器人墙体自主钻孔应用首亮相
嘉实多力揽恰佩克年度新锐品牌奖
直播预告 | 使用PolyWorks解决方案,助您10倍提高检测效率
山特维克可乐满 GC4330和GC4340全新钢件铣削材质,优化钢件铣削
第三期-山特维克可乐满“铣削研讨会"—槽铣会议问答集锦
《Milling Made Easy》铣削讲座第四期 易选易用山特维克可乐满 CoroMill之 - 仿形铣
中西部工业首展,2022郑州工博会重装起航!
2021年中国城市公交智能化市场现状及发展趋势分析 公交系统智能化未来大势所趋
聚钻石英才,创钻石人生 | 株洲钻石切削刀具公司2022届校园招聘炫彩启动
AMD:我们已准备好开发Arm芯片
全球第一!中国船舶集团民船海工订单破千亿!
如何提升产品质量&设计感 选择萨瓦尼尼多边折弯机准没错
新松全新GCR5-910协作机器人
铁路应用BIM和数字孪生技术进入快速上升期
2021年中国风电行业龙头企业市场竞争格局分析 金风科技处于行业领先地位
数据 | 美国工程机械市场各品类销量预测
2021年中国工程机械行业更新换代等多因素叠加,拉动市场需求
9月将迎来专项债发行高峰 工程机械回暖可期
GPOWER2022第21届中国(上海)国际动力设备及发电机组展览会
ABB:迎接年度盛会,再续进博之约
灵活应用数字化技术的新一代马扎克车铣复合加工机INTEGREX系列
2021年中国轴承行业市场供需现状及竞争格局分析 行业整体呈现供大于求局面
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有