光电传感器的工作原理是通过对红外发射光的阻断和导通,在红外接收管感应出的电流变化来实现开和关的判断。槽型光耦通常也称作槽式光电开关通常是U型结构,其发射器和接收器分别位于U型槽的两边,并形成一光轴,当被检测物体经过U型槽且阻断光轴时,光电开关就产生了检测到的开关量信号。槽式光电开关比较安全可靠的适合检测高速变化,分辨透明...[阅读全文]
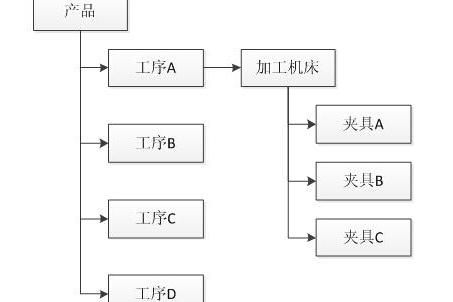
多品种小批量生产是企业为适应消费者的多样化需求而采取的生产方式,为了加快工业化进程,大力发展智能制造设备中的数控机床的同时对夹具提出了更高的要求。高级计划排程系统不仅是解决多品种小批量生产模式的完美工具,同时借助高级计划排程的历史运行方案数据,结合数据分析模型和算法解决了机床加工产品的最佳夹具效用,对夹具的改进有重要的...[阅读全文]
施耐德电气ATV31变频器电机自整定需要注意:TNL自动调节故障TNF的配置参数设为YES(出厂设置)时,出现自整定故障时会报警TNF,故障包括:电机不匹配、缺相、电机参数设置不正确、干扰、特殊电机等[阅读全文]
不管是美国的“工业互联网”,德国的“工业4.0”,还是中国的“中国制造2025”,在电机的选择上大多是伺服电机与变频电机。但是要详细的区分伺服电机与变频电机,似乎并不是一件容易的事![阅读全文]
常规4U工控机是我们目前在工控领域应用最广,数量也最多,与我们最常见的一种工控机,它区别于工业平板电脑以及加固计算机,在目前而言,性价比、稳定性方面还是独领风骚的,因此也是目前工业领域大家最受欢迎的,比如研华工控机中的IPC610、华北工控机RPC610、RICH300以及凌华工控机、西门子工控机中的547、847系列等都属于这一类型的工控机,...[阅读全文]
5、PLC在数控铣床中的电路以及软件设计 (1)PLC的系统设计 为确保数控铣床控制系统的故障诊断符合标准,就要选择质量合格的编程控制器,本文以SYSMACCPMIA型控制器为例进行论述,该控制系统数据输出接是30点的,有23个输出节点,可输出15个控制点,编程控制器结构为输出和输入型,并且结构的安装调试非常方便,响应的速度较快。 PLC的映像通道...[阅读全文]
在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;带换相信号的增量式编码器除具备ABZ输出信号外,还具备互差120度的电子换相信号UVW,UVW各自的每转周期数与电机转子的磁极对数一致。带换相信号的增量式编码器的UV...[阅读全文]
电力半导体器件的散热器选择要综合根据器件的耗散功率、器件结壳热阻、接触热阻以及冷却介质温度来考虑。[阅读全文]
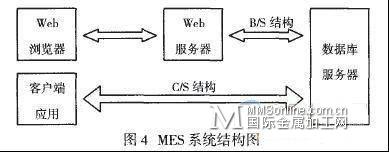
制造执行系统(ManufacturingE xecutionS ystem,MES)的概念形成于20世纪80年代末,90年代逐步完善并得到迅速发展。美国先进制造研究机构AMR将MES定义为:“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为计划的执行而跟踪所有资源(人、设备、物料)的当前状态。本文结合大型汽车变速箱装配线MES系统的设计与开发...[阅读全文]
工程实际中,应用最为广泛调节器控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID控制器问世至今已有近70年历史,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制主要技术之一。当被控对象结构和参数不能完全掌握,或不到精确数学模型时,控制理论其它技术难以采用时,系统控制器结构和参数必须依靠经验和现场调试...[阅读全文]