首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
铣床
国际金属加工网
>
铣床
>
铣床技术资料
铣床技术资料
EMO | 索拉露斯将现场为您揭示#MadeForYOU加工解决方案的未来
EMO2021(2021年米兰欧洲机床展览会)期间,索拉露斯将于10月4日至9日在米兰3号展厅D06展台进行现场展示,体现其 #MadeForYOU以客户为本的理念,展示其领先的加工解决方案及其最具竞争力的技术和服务。
达诺巴特
铣床
镗床
机床
阅读全文
【技术浅析】华中数控铣床对刀方法探讨
数控铣床加工前必须对刀,不同的数控系统对刀的方法也有所不同。基于此,以华中数控 HNC210B 为例,阐述了数控铣床对刀的指令、方法和对刀过程。
铣床
刀具
阅读全文
智能制造案例 | 多功能龙门铣助力大型精密工程
它可以一次完成铣、车削和钻孔大型复杂零件的需求。从而减少设置时间和工具成本,以提高生产率和整体精度。
达诺巴特
加工中心
铣床
机床
智能制造
阅读全文
达诺巴特集团:投资多样化 – 讲诉机床人自己的故事
由Valter Vanoli于1971年创立的Officine Vanoli一直致力于制造金属结构工程,用于制造钣金加工机械,更确切地说,用于制造中等尺寸重型结构件。
达诺巴特
铣床
机床
阅读全文
达诺巴特集团:智能制造案例 | 航空起落架如何修整维护
航空起落架修整维护一般耗时较长,同时机床零件设置复杂。为了缩短修整周期时间,改进机床零件的设置过程,索拉露斯(SORALUCE)提出TA-D床身式式铣床的技术解决方案。
达诺巴特
铣床
机床
智能制造
航空
阅读全文
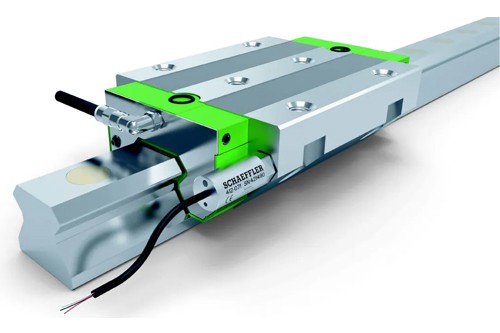
DMG MORI:成功案例 — SCHAEFFLER 滚动轴承和导轨系统
舍弗勒已成为 DMG MORI 五轴铣床中直线轴的主要供应商。这些直线轴具备较高的载荷能力,并且极其精准耐用。但是,如果润滑不足和出现污染可能会导致直线导轨系统意外失灵。该智能解决方案能够监测和评估滑块的润滑程度。
DMG MORI
铣床
机床
测量
阅读全文
数控铣床加工,刀具发生径向跳动,应该调哪里解决问题?
在实际切削中,刀具的径向跳动影响零件的加工精度、表面粗糙度、刀具磨损不均匀度及多齿刀具的切削过程特性。刀具径向跳动越大,刀具的加工状态越不稳定的,越影响加工效果。
夹头
铣床
机床
刀具
润滑
阅读全文
索拉露斯 TA-M- 床身式铣床 多任务解决方案,可提高生产率和加工精度
索拉露斯开发新的多任务解决方案,能够在一台机床上同时进行铣削,车削和磨削操作。该欧洲制造商的技术允许在一台机床上,在不同尺寸和形状的零件上完成各种加工功能,具有高效率和高精度。
达诺巴特
车床
铣床
钻床
车刀
孔加工
机床
阅读全文
DMG MORI:自动车/铣复合中心提高生产力达50%
Fuji Metal专注于有色金属加工。主要生产溅镀机中的材料,溅镀机是半导体生产中的必备设备。这些材料的突出特点是硬度高、粘性大或易碎,需要特殊的加工技巧,而不同于常规的钢铁或其它材质的加工。Fuji Metal已成为该行业的领先供应商。
DMG MORI
车床
车刀
机床
阅读全文
车、铣、刨、磨、钻、镗所能达到的最高加工精度全在这里
加工精度主要用于表征生产产品的精细程度, 是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高。
车床
铣床
车刀
阅读全文
埃马克车铣中心 VMC 450 MT:显著缩短并简化大型部件生产的工艺链
载重汽车变速箱或农用和建筑机械传动系中所需各种极大型复杂部件的加工为原始设备制造商和供应商带来了巨大挑战:一方面,这些组件需要经过多道生产工序——通常工件传送耗时、成本昂贵。另一方面,很多生产设备上,越来越多的工件种类需要加工。在更换批次时,由于机床..
埃马克
车床
铣床
机床
阅读全文
降低百分之六十加工费和工时的机床 –mpmc万能车铣复合加工中心
项目要求极高,而且时间紧迫:为了出色地完成了美国客户的项目,总部位于上奥地利州基尔夏姆的奥地利魏因加特纳机床制造(Weingärtner Maschinenbau) 扩大了 mpmc 1200 加工中心。扩大之后的 mpmc 2000S 能对重达80公吨的工件进行完全加工。之所以加工能力能得到如此重大..
车铣加工中心
加工中心
车床
铣床
机床
阅读全文
埃马克创新不止 强势登陆CIMES2018展会
2018年6月26日, CIMES2018展会在北京隆重开幕,作为精密金属零部件加工的全球领先者,埃马克此次携车铣钻磨、滚齿、精密电解、激光焊接、感应热处理等一系列创新技术设备以及全产业链覆盖的工艺解决方案如约而至。埃马克(中国)机械有限公司太仓分公司营销总监林劲先..
埃马克
CIMES
车床
铣床
磨床
机床
阅读全文
成功案例_使用Tebis实现精确成形
Merima Präzisions-Werkzeugbau公司位于Brackenheim镇,专门经营复杂的冲压模具和极进模具。该公司主要活跃于汽车行业,可在从零件开发到批量生产的整个流程链中为客户提供支持。该模具制造商在金属板材成型方面拥有很多经验。他们的承诺:生产最高质量的模具。自1996年..
Tebis
加工中心
铣床
机床
模具
机械
阅读全文
客户案例 | STAMA助力科华效率提升
江苏溧阳的科华控股股份有限公司(以下简称“科华”) 是国内领先的涡轮增压器零部件生产企业,2014年购买了两台斯塔玛(STAMA)双主轴立式加工中心MC538 TWIN和8台双主轴车铣复合加工中心MT831 TWIN,分别用于加工涡轮增压器壳体和中间轴承壳体,在提高产品加工精度与..
车铣加工中心
加工中心
车床
铣床
机床
汽车
阅读全文
镗铣床W200HD数控系统的故障分析
W200HD是武钢公司于1994年从捷克进口的一台数控镗铣床,在一次使用中,发现机床无论走多远的距离,其坐标显示的距离和实际检测的距离总有一定的误差,有时达到几毫米,甚至十几毫米。这种定位误差较大的现象,使数控机床无法正常加工。
数控系统
镗铣床
铣床
机械
阅读全文
达诺巴特在汉诺威EMO上重点展示 工业数字化和先进制造方案
达诺巴特公司(DANOBAT)属于达诺巴特集团(DANOBATGROUP),也是蒙德拉贡国际联合公司(MCC)的一员,公司高度国际化并致力于设计开发高附加值方案。 作为机床和生产系统供应商,达诺巴特专业于高技术方案和服务,完全满足客户各种工业制造需求。
达诺巴特
卧式铣床
铣床
机床
阅读全文
WHGS7000车铣复合加工中心助力中国航空航天工业发展腾飞
航空航天的成功背后,有我国精密机床的强大支持,着实;功不可没。航空航天工业产品零件的特点是耐高温、高强度、难加工,同时合金材料和复合材料多、复杂结构件多、工艺要求高。这就对其加工设备提出了更高要求,为了推动航空航天事业的发展,近几年来,有实力的机床生..
车铣加工中心
加工中心
车床
铣床
机床
航空
阅读全文
大型龙门机床克服加工瓶颈
Sirtec公司的业务范围是对机床的服务、调试、改装、维修和维护。该公司除了专业化的服务之外,也为用户量身定做龙门铣床。
铣床
机床
机械
阅读全文
适用于轻结构制造的高强度热变形钢材
Tetzlaff公司的绝大多数业务是为汽车制造业和造船业提供需进行铣磨加工或是浇注冷却管道的真空深拉锻模工件。通常这些结构件轮廓复杂,有多个模型平面、芯盒和铸注冒口。
铣床
汽车
模具
机械
阅读全文
宜柴大型数控龙门移动式铣床投入使用
近日从宜昌船舶柴油机有限公司获悉,经过几个月的调试和试切削加工,该公司24米数控龙门移动式铣床日前正式投入使用。
铣床
机械
阅读全文
对冷却润滑剂的防腐处理
作为一种乳化液或溶液的冷却润滑剂在作业中会持续与空气、刀具和工件发生接触,因此必须接受防护,避免受到细菌、霉菌和酵母的侵蚀,否则它将会很快变成难闻且失效的液体。要采用灭菌剂和杀霉菌剂对冷却润滑剂进行防腐处理。作为抗霉菌和酵母的灭菌剂,主要采用IPBC或吡..
加工中心
铣床
润滑
阅读全文
中航成功研制A/B摆角五坐标数控龙门铣床
日前,随着A/B摆角五坐标单主轴数控龙门铣床铣头的转动,S试件合格切出,中航工业制造所研制现场沸腾了。成功设计研制国内首台A/B摆角五坐标单主轴数控龙门铣床,研制人员感觉50天来加班进行精度调试与补偿的辛劳值了。
铣床
机床
航空
阅读全文
镗铣床产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
镗铣床(boring-milling-machine)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。镗铣床技术门户涵盖了镗铣床的品牌选型、产品选择、应用案例、解决方案、技术应用和厂商针对镗铣床的市场及技术活动。
镗铣床
铣床
阅读全文
突破困局 开创机床发展的新局面
现阶段,中国国民经济进入快速发展时期,强劲的市场需求拉动,促进我国重型机床行业出现了产销两旺的局面。如今我国自己开发制造的重型机床和超重型机床产品,已经基本满足了国家重点工程需要,并多次创造出极限规格的世界之最,部分产品已经达到或接近国际先进水平,有..
镗铣床
铣床
机床
模具
阅读全文
机床进军航空航天行业
作为经济的中流砥柱,曾以低成本优势占据市场的“浙江制造业1.0版本”已成为过去,“智造”、“转型升级”、“机器换人”正在通过制造业企业群体为制造“代言”。他们中有“小而美”的行业细分领域精英,也有成功闯关资本市场的龙头上市企业。它们勇于创新产品、创新技..
镗铣床
铣床
机床
航空
阅读全文
轨道交通为机床行业带来新的发展机遇
机床行业与铁路紧密相连,对于机床行业来说,它是装备制造业的基础设备,主要应用领域是船舶、工程机械、军工、农机、电力设备、铁路机车和汽车等行业。尽管电火花机等机床行业产值不到GDP的1%,但它对国民经济的贡献则远高出这一数量概念,是经济发展战略中不可轻易放..
镗铣床
铣床
机床
轨道
阅读全文
时光伺服系统在五轴立式落地镗铣床项目中的应用
数控大重型落地式数控铣镗床为机、电、液一体化技术密集型产品,其性能要求可实现五轴控制、可加工带有复杂曲面的大型工件,属于机械加工行业里的高性能、高效率、较高精度的关键重大装备。目前,此种类型产品电控部分基本依赖国外进口。如果在保证性能的前提下实现国产..
镗铣床
铣床
电子
阅读全文
镗铣床主轴变速机构故障的分析
HC212ДФ1镗铣床(主轴直径220mm)是马钢机制公司90年代从俄罗斯进口大型机床。该机床主轴调速是主轴箱内一套变速机构和直流调速电动机共同完成。机械变速液压系统来控制,使主轴获Ⅰ、Ⅱ、Ⅲ、Ⅳ4级转速。其控制原理,电磁换向阀Y1和Y2分别控制变速油缸1和2,带动拨叉使滑..
镗铣床
铣床
机械
阅读全文
镗铣床数控设备系统改造过程中遇到的问题及解决措施
WOTAN rapid2 数控落地镗铣床是1993 年德国生产的,经过二十多年的使用磨损,机械精度严重丧失(如图1)。原数控系统是西门子880 系统,进入老化故障多发阶段,因西门子系统换代出现备件购买困难,必须进行机械大修和数控系统改造来恢复机床的机械精度和控制精度机床存..
API
镗铣床
铣床
电子
阅读全文
卧式镗铣床在机械加工行业的应用
高速电主轴在卧式镗铣床上的应用越来越多,除了主轴速度和精度大幅提高外,还简化了主轴箱内部结构,缩短了制造周期,尤其是能进行高速切削,电主轴转速最高可大10000r/min以上。不足之处在于功率受到限制,其制造成本较高,尤其是不能进行深孔加工。而镗杆伸缩式结构其..
镗铣床
铣床
机械
阅读全文
镗铣床在机械加工行业的解决方案
数控镗铣床的主轴中心线相对于水平工作台的平行度是机床精度的重要指标之一,在大型镗铣床中由于主轴固定在滑枕上,滑枕前后移动时重心移动,会造成主轴在前,后端的主轴中心线平行度变化比较大。所以该精度反映在数控镗铣床上又是一个综合指标,除了需要机械人员做好几..
镗铣床
铣床
模具
机械
阅读全文
Tebis 让一切更简单
“我们帮您将创意变为现实”。这是 HBW-Gubesch 的公司理念。这是一家中型的全方位服务供应商,为汽车和电子娱乐行业客户提供塑料零件和组件的设计、开发及生产服务。对这家位于纽伦堡的集团企业来说,研发工作是非常重要的。对方法、材料和工艺流程的不断改进始终是工..
Tebis
铣床
汽车
电子
阅读全文
数控落地镗铣床:高速增长 引领现代加工潮流
数控落地镗铣床是机床工业的主流产品。在需求的拉动下,我国数控落地镗铣床产量保持高速增长,以其新的设计理念引领现代加工的潮流,以高速加工为理念的无镗轴滑枕式、多种铣头交换使用的结构型式尽显风采,大有替代传统铣削加工的趋势。以两坐标摆角铣头为代表的各种铣..
镗铣床
铣床
机械
阅读全文
西门子系统在数控镗铣床改造中的应用
BFT130卧式镗铣床是八十年代末从东德购入的一台普通数控机床。有四个进给轴和一个主轴,另加一个机械切换旋转轴,四个进给轴由两套可控硅驱动装置切换驱动,单独一套主轴驱动系统,采用继电器控制,由一个具有定位功能的数控装置及PLC组成控制系统,由于原系统电气控制..
镗铣床
铣床
电子
阅读全文
汽车行业发展对于数控龙门镗铣床的发展要求
数控龙门镗铣床,属于数控铣床的一类,机床的设备外形尺寸大,属于重型机床的一类,应用在汽车制造工业中,面对汽车工业的发展,对于数控龙门镗铣床提成哪些要求?
镗铣床
铣床
汽车
阅读全文
卧式铣床产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
卧式铣床(horizontal milling machine)产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。卧式铣床技术门户涵盖了卧式铣床的品牌选型、产品选择、应用案例、解决方案、技术应用和厂商针对卧式铣床的市场及技术活动。
卧式铣床
铣床
阅读全文
航空制造业对机床工具的需求
机床工具产业是国民经济发展的基础,是装备制造业发展的重中之重。以航空制造业为代表的高新技术产业的快速发展,势必带动和促进装备制造业的发展,为机床工具行业市场开拓带来了新的契机和巨大的商机,对装备制造业的产品结构和生产方式都将产生深远影响。
卧式铣床
铣床
机床
航空
阅读全文
卧式铣床数控系统改造方法研究
BFT 130卧式镗铣床是八十年代末从东德购入的一台普通数控机床。有继电器控制和一个具有定位功能的数控装置及PLC组成的控制系统。有四个进给轴和一个主轴,另加一个机械切换旋转轴,四个进给轴由两套可控硅驱动装置切换驱动,单独一套主轴驱动系统。由于电气控制元件老化..
卧式铣床
数控系统
铣床
电子
阅读全文
龙门铣床提高工具钢的切削量
SP2L高进给铣刀是面铣刀的补充,但是,这种大角度铣刀的调整角度只有13˚,由此可以把切屑厚度降低到只有进给量25%的水平,同时也可以极大地降低铣削时出现的径向力。刀具通过广角几何外形可以达到鱼齿2.5mm/Z的进给量,从而允许高达7000mm/min的刀具进给速度。
高进给铣刀
铣床
铣刀
刀具
机械
阅读全文
1
2
3
4
下页
未页
埃马克 EMAG 官方网站
埃马克 EMAG 产品一览
埃马克 EMAG 应用案例
达诺巴特集团 官方网站
达诺巴特集团 产品一览
达诺巴特集团 应用案例
CREAFORM形创:说出你的故事 | 漂移大师和他手制动的四轮赛车
DMG MORI 成功案例 | 灵活的自动化系统有效抗击新冠疫情
温馨提示|DMG MORI设备高温雨季防锈指南
DMG MORI 本周五14:00 | 卓越技术-交钥匙总包解决方案及走进意大利工厂
2021上半年数字经济总体形势分析
2021年上半年汽车制造业实现利润同比增长超过45%
预见2021:《2021年中国数控机床行业全景图谱》(附市场规模、竞争格局、发展前景等)
【行业深度】洞察2021:中国生物医药行业竞争格局及市场份额(附市场集中度、企业竞争力评价等)
易格斯 直播 | 有趣且实用,众多包装行业新品等你来品鉴
运动塑料专家igus:在太空中,怎样3D打印?
CIMT2021展品评述——部分可转位齿轮刀具
API Radian激光跟踪仪在大型回转反应炉制造、安装领域的应用
【机械视频】机床加工能力如何?细微之处见真章
都说中国机床不行,到底是哪里不行?
观点 | 全球基建升温,利好工程机械
工程机械高景气度延续 龙头企业受到机构青睐
高温润滑脂的蒸发度及蒸发损失都代表什么?
欧特克Autodesk :采用 3D 模型,实现无纸化办公!
Inventor 技巧分享之 —— 草图约束
Inventor 技巧分享之 —— 钣金功能
2021年中国新能源车企纷纷布局下沉市场业务
欧特克Autodesk :用回收的塑料铺设道路,建设更可持续的基础设施
力劲集团2台套意德拉XPRESS系列大型智能压铸单元通过文灿股份验收
达诺巴特【卓越中心开放日】聚焦航空数*智
EMO | 索拉露斯将现场为您揭示#MadeForYOU加工解决方案的未来
2021苏州电子制造自动化设备与材料供应链展
Metrology Monday | 强强联合,天远三维 高精度3D数字化技术复原上世纪传奇赛车
海德汉半导体及电子行业微网站︱数字体验,精彩纷呈。
7月份中国制造业PMI为50.4% 高端制造业持续较快发展
山特维克可乐满【在线研讨会】 利用整体硬质合金刀具最大化金属去除率的7大关键因素
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 镗铣床
铣床
机械
镗铣床
铣床
机械