内圆车刀新闻
首页
新闻
技术
案例
解决方案
专题
国际金属加工网
>
内圆车刀
>
内圆车刀新闻
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
山特维克可乐满
|
株洲钻石
内圆车刀新闻
“山高刀具杯”2019年宁波市“技能之星”数控车工职业技能竞赛圆满落幕
2019年6月30日,由中共宁波市委组织部、宁波市总工会、宁波市人力社保局等单位主办、镇海区总工会、镇海区职业教育中心学校等单位承办、山高刀具特约赞助的“山高刀具杯”2019年宁波市“技能之星”数控车工职业技能竞赛在宁波镇海区职业教育中心学校圆满落幕。
山高刀具
外圆车刀
螺纹车刀
切槽刀
内圆车刀
车刀
螺纹加工
刀具
阅读全文
内圆车刀产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例
内圆车刀((Internal-turning-tool))产品、品牌、技术与应用门户-选购_问题答疑_资料_方案_实例。内圆车刀技术门户涵盖了内圆车刀的品牌选型、产品选择、应用案例、解决方案、技术应用、答疑解惑、常见问题和厂商针对内圆车刀的市场及技术活动。
内圆车刀
车刀
刀具
阅读全文
内圆磨床外圆磨削数控磨床加工视频
车刀的切削部分由主切削刃、副切削刃、前面、后面和副后面等组成。车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。机械夹固式车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使用。机械夹固式车..
内圆磨床
内圆车刀
磨床
车刀
刀具
阅读全文
内圆车刀加工过程视频
车削加工时,如果在工件旋转的同时,车刀也以相应的转速比(刀具转速一般为工件转速的几倍)与工件同向旋转,就可以改变车刀和工件的相对运动轨迹,加工出截面为多边形(三角形、方形、棱形和六边形等)的工件。如果在车刀纵向进给的同时,相对于工件每一转,给刀架附加一个..
内圆车刀
车刀
刀具
阅读全文
内圆车刀的操作视频
车床加工是机械加工的一部份。车床加工主要用车刀对旋转的工件进行车削加工。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。
内圆车刀
车床
车刀
刀具
阅读全文
森拉天时C-Clamp车刀在汽车刹车盘高速加工中大显身手
在汽车行业深受金融危机冲击的大背景之下,森拉天时(CERATIZIT)却沉下心来、抓住有利时机推进高速干加工刀具的研发,并在汽车刹车盘及相关铸铁 车削方面取得了巨大成功——该公司最新推出的车削系统C-Clamp以及与之相配的CTN3105刀片材质正是最好的证明。
内圆车刀
车刀
刀具
汽车
阅读全文
山特维克可乐满领先的钢件车削材质在汽车变速器生产中的应用
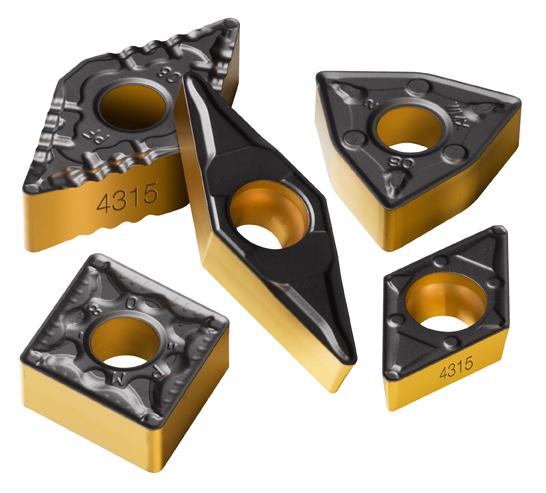
汽车行业新技术的发展层出不穷,制造商也正面临着质量、安全性和生产效率方面极高的考验。山特维克可乐满采用Inveio™技术的新材质GC4315和GC4325专为支持汽车行业而设计,两种材质均具有非常出色的可靠性和加工安全性。
山特维克可乐满
变速器
内圆车刀
车床
车刀
刀具
汽车
阅读全文
瓦尔特航空航天应用案例 钛合金车削加工的利器
随着航空航天领域发动机产品的更新换代,钛合金的使用比重越来越大:钛合金凭借优异的综合力学性能、密度小、抗腐蚀性强等特点,成为飞机发动机理想的制造材料。在航空发动机燃油控制系统中,钛合金已逐步取代耐热钢、不锈钢等材料,成为各类连接件、紧固件等部件的首选..
外圆车刀
内圆车刀
车床
车刀
刀具
航空
阅读全文
七种装夹方法 助你解决车削偏心零件
在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都是用偏心轴或曲轴来完成。偏心轴即工件的外圆和外圆之间的轴线平行而不相重台。偏心套即工件的外圆和内}L的轴线平行而不相重合,这两条轴线之间的距离称为“偏心距”。车削偏心工件的方法,应按工..
内圆车刀
车床
车刀
刀具
汽车
阅读全文
刀具和夹具的选择应用
普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要刚性好、精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好;同时要求安装调整方便,这样来满足数控机床高效率的要求。数控机床上所选用的刀具常采用适应高速切削的刀具材料(如高速钢、超细粒度硬质..
外圆车刀
内圆车刀
车床
车刀
刀具
机械
阅读全文
山特维克可乐满:外圆车削、内圆车削、纵向车削
在进行内孔仿形切削时,刀具既承受径向切削力,又承受切向切削力。径向切削力试图将刀具推离工件,切向力试图将刀具下推并使其远离中心线。在镗削小直径孔时,刀片的后角应足以避免刀具和孔壁接触,这一点特别重要。
山特维克可乐满
内圆车刀
车床
车刀
刀具
机械
阅读全文
现代的方法就是使用圆刀片车削髋关节
些刀片用于对球窝髋关节中的球形杯进行内圆车削时,可优化粗加工过程。圆刀片既能保证安全性,又能提高生产效率,总而言之,它们不仅使生产效率翻倍,还将刀具损耗成本降低三分之一。
内圆车刀
车床
车刀
刀具
医疗
阅读全文
汽轮机生产中光杆偏心式车刀的应用
汽轮机有不少大型轴类、盘类和缸体等零部件(如主轴、转子、叶轮、隔板、汽缸等)需进行车削加工,车削工序分为粗、半精(细车)和精车。粗加工时余量大,车刀需要承受很大的切削抗力,而且还要求刀刃在强力切削情况下能保持足够的强度且不能产生位移,而精加工则是零件加工..
外圆车刀
内圆车刀
车刀
刀具
汽车
阅读全文
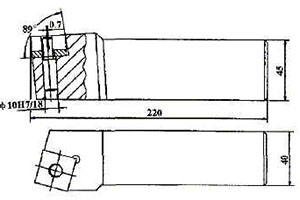
如何选择车孔刀和外圆车刀
车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素
外圆车刀
内圆车刀
车刀
刀具
机械
阅读全文
浅谈车刀选择在机械加工的应用
随着现代科学技术水平的不断提升,数控车 削技术已经日趋完善,与此同时,由于在数控车削技术之中蕴含 了许多的数控基本原理,在进行数控车削技术的应用过程之中, 可以有效的提升车削加工的加工效率。除此之外,通过在生产过 程之中有效的应用使用数控车削技术,可以在..
内圆车刀
车刀
刀具
机械
阅读全文
涂层刀具技术的发展及应用
刀具材料的选用决定于切削条件,也决定于哪个面将被重磨。例如,如果刀具的前刀面被重磨,使用含钻的高速钢会更有利,因为在刀具前刀面无涂层之后’,这种钢更耐月牙洼磨损。刀具材料的进步,出现了高速钢、硬质合金、各种增韧陶瓷、铣基金属陶瓷、聚品金刚石和c—BN等..
内圆车刀
车刀
刀具
机械
阅读全文
汽车发动机零件生产中的高性能刀具
近年来,我国汽车工业发展异常迅速,实现了持续高增长,汽车及零部件制造业已成为机床和刀具行业最大、最重要的用户。发动机是汽车的心脏,也是汽车最主要的组成部分,其零件制造工艺水平普遍高于其他汽车零件。发动机制造业一个明显的走向就是采用高速加工技术来提高效..
铰销
内圆车刀
车刀
刀具
汽车
阅读全文
内圆车刀在医疗器械制造中的用途
难加工的材料、复杂的工件形状以及频繁的小批量生产对用于加工专业医疗器械的刀具提出了很高的要求。精密刀具在这方面享有很高声誉。刀具在医疗器械制造中的用途是多样广泛的,可以加工大型设备(如电脑X线断层摄影机)外壳类较简单的工件,而对于移植产品或用于修复颅..
内圆车刀
车刀
刀具
医疗
阅读全文
内圆车刀问答精粹
内圆车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。
内圆车刀
车刀
刀具
阅读全文
山特维克可乐满成为DMG MORI的高级合作伙伴
切削刀具和工具系统专家山特维克可乐满与顶尖机床制造商DMG MORI签署协议,成为其高级合作伙伴。山特维克可乐满是唯一被冠以DMG MORI高级合作伙伴名称的刀具制造商,这一协议将进一步增强两家公司在全球范围内的合作关系。两个市场领导者的知识和经验的结合,将让世界各..
山特维克可乐满
DMG MORI
车刀
铣刀
孔加工
刀具
阅读全文
以匠心 致初心——山高刀具以高性能高稳定性全力护航全国数控技能大赛
山高刀具作为瑞典高端刀具供应商,为中国航空,能源,汽车,医疗等行业提供高性能,高稳定性的专用产品和通用产品;提供如动力铣削、动力车削等高效率加工策略;为客户提供从毛坯到零件成品的完整加工方案,保证加工零件质量,生产节拍和成本控制。
山高刀具
外圆车刀
螺纹车刀
仿形车刀
切槽刀
内圆车刀
车床
车刀
螺纹加工
刀具
机械
阅读全文
用于汽车制造的新刀具
山高刀具则是针对汽车零件毛坯的“近净尺寸”趋势,推出了刀片尺寸更小的Square 6™-04魔方方肩铣刀。所谓魔方方肩铣刀是两年前推出的一款每个刀片具有6个刀刃的所谓集经济性和高效于一体的刀具。
山高刀具
方肩铣刀
内圆车刀
车刀
铣刀
刀具
汽车
阅读全文
山特维克可乐满的GC4315令高硬度钢切削变得更快
刀具与工具系统专家山特维克可乐满推出了一种全新的GC4315材质。该材质专为帮助那些需要在钢件车削工序中,使用具有更高耐热性刀具的机加工车间而设计。继2013年10月山特维克可乐满成功推出GC4325材质后,此次GC4315的推出,必将成为那些需要更高切削速度与更长切削时间..
山特维克可乐满
内圆车刀
车床
车刀
刀具
机械
阅读全文
山特维克可乐满:内圆车削——仿形车削
在进行内孔仿形切削时,刀具既承受径向切削力,又承受切向切削力。径向切削力试图将刀具推离工件,切向力试图将刀具下推并使其远离中心线。在镗削小直径孔时,刀片的后角应足以避免刀具和孔壁接触,这一点特别重要
山特维克可乐满
内圆车刀
车床
车刀
刀柄
机床
刀具
机械
阅读全文
数控车床对刀具的要求及主要车刀类型
数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。
外圆车刀
螺纹车刀
内圆车刀
车床
车刀
螺纹加工
刀具
机械
阅读全文
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
API Radian激光跟踪仪在大型回转反应炉制造、安装领域的应用
【机械视频】机床加工能力如何?细微之处见真章
都说中国机床不行,到底是哪里不行?
观点 | 全球基建升温,利好工程机械
工程机械高景气度延续 龙头企业受到机构青睐
高温润滑脂的蒸发度及蒸发损失都代表什么?
欧特克Autodesk :采用 3D 模型,实现无纸化办公!
Inventor 技巧分享之 —— 草图约束
Inventor 技巧分享之 —— 钣金功能
2021年中国新能源车企纷纷布局下沉市场业务
欧特克Autodesk :用回收的塑料铺设道路,建设更可持续的基础设施
力劲集团2台套意德拉XPRESS系列大型智能压铸单元通过文灿股份验收
达诺巴特【卓越中心开放日】聚焦航空数*智
EMO | 索拉露斯将现场为您揭示#MadeForYOU加工解决方案的未来
2021苏州电子制造自动化设备与材料供应链展
Metrology Monday | 强强联合,天远三维 高精度3D数字化技术复原上世纪传奇赛车
海德汉半导体及电子行业微网站︱数字体验,精彩纷呈。
7月份中国制造业PMI为50.4% 高端制造业持续较快发展
山特维克可乐满【在线研讨会】 利用整体硬质合金刀具最大化金属去除率的7大关键因素
关于延期举办LASERFAIR 深圳激光展的通知!
解析汽车“芯荒”之痛,赋能供应链自主可控
2021年全球医疗器械行业市场规模及竞争格局分析 全球市场规模或突破5000亿美元
马扎克MTF2021 | 坚守绿色发展 创新共赢未来
通快 激光千万家 安全第一家
鼎力协作,优势共享,TruArc Weld 1000全球路演盛大揭幕!
库卡官方认证二手机器人让您畅享无忧品质保障!
2022第40届无锡太湖国际机床及智能工业装备产业博览会
我国海洋清洁能源产业快速发展 上半年海上风电新增并网容量215万千瓦
光伏股集体爆发,最高飙涨20%!
应用视频 | 雄克如何实现“一钳两用”?
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 内圆车刀
车刀
刀具
内圆车刀
车刀
刀具