航空航天零部件加工
当前,波音、空客和庞巴迪占据了主要的市场份额,中国和俄罗斯作为新的竞争对手正准备进入市场,我国航空航天事业不断地在进步,尤其是C919研发和成功试飞极大地促进了本土航空航天零部件制造业的发展。随着发动机盘、轴类零件、涡轮机匣、起落架等航空航天零部件的加工难度不断增大,各种新材料、新结构、新技术层出不穷,对机加工刀具的要求也不断提高。航天航空企业零部件制造商的压力越来越大,为应对挑战必须尽可能做到经济和高效。
刀具成本在很大程度上取决于对零件、材料及工艺的需求。减小壁厚会导致零件变得极不稳定,使用适当的冷却液也对刀具使用寿命有很大影响,因此在加工中需要考虑机床的稳定性和夹紧稳定性,而硬质合金基体、新涂层技术以及切削刀具的宏观槽型和微观槽型此时起着十分重要的作用。
本刊特推出航空航天零部件加工刀具介绍及实例,为用户和企业提供信息交流平台。如果用户和读者在加工中遇到有难题,欢迎留言讨论。
瓦尔特Xpress Aerospace钛合金加工系列
钛合金是航空航天零部件用得最多的材料,它耐腐蚀、耐高温,通常被用于高强度构件,如舱门及门框周围附件、起落装置支撑架、底架支架或起落襟翼轨道。但这种材料的化学反应性很强,非常容易导致加工期间切屑被熔化在切削刃上;因为材料的热传导率差,所以切削刃处的温度急剧上升,这导致切屑的状况极其恶劣,磨性也特别大;最小的弹性模量导致工件弯曲,加上材料固化在刃口区域,因此即使是低切削速度,也会缩短刀具刃口的使用寿命。
瓦尔特Xpress航空航天系列产品可满足航空工业的特殊要求,Walter Prototyp Ti38 Z6-10的强力铣削和创新的新涂层,可达到140m/min的切削速度。多达10齿的多齿解决方案,可使进给量在小接触宽度时增加50%。与传统解决方案相比,这些整体硬质合金刀具解决方案可增加50%的金属去除率。

HDC Ti38HPC Ti40Walter
新研发的基体和涂层技术的实例是Walter Prototyp Ti系列整体硬质合金的PVD基涂层(物理气相沉积)。与传统的ANC涂层(氮化铬铝)相比,这种涂层可延长100%以上的刀具使用寿命。例如,在使用PrototypHPC Ti40进行半精加工和精加工由抗拉强度为1250N/mm²的3.7164钛合金制成的窗框时,刀具使用寿命延长154%,即从原来的175min延长到444min。使用PrototypHDC Ti38 L进行外廓精加工,可使刀具使用寿命延长116%,速度增加25%,加工量增加23%。
另一创新是应用于可转位刀片的WSM45X刀具材料的CVD涂层技术,这种技术可用于Walter BLAXX M3255玉米铣刀。涂层相当于一层热保护层,可使切削速度达65m/min,且刀具刃口使用寿命可延长到130min,使钛合金结构件的刀具使用寿命翻倍。这些加工工序通常是满槽铣和顺铣的组合,其中切削速度45m/min,进给量0.12mm;另一种选项是,切削速度增加到65m/min,刀具使用寿命保持恒定,约60min。采用已知的最硬材料PCD(聚晶金刚石)切削刃还可进行精铣。

BLAXX M3255豪猪铣刀
一般来说,切削液和冷却介质的浓度对刀具使用寿命有重大影响。在这种情况下,需要实施相应的冷却策略来保持切削刃的加工温度在600℃,尽可能将冷却介质直接引入工作区域,可通过刀具专门的冷却液通道实现,目前可达到70bar高压冷却。低温加工的非标刀具解决方案,采用液体二氧化碳或液氮加工,以温度较低者为准。
为了满足客户需要,瓦尔特为整个工艺过程提供刀具、解决方案和服务。瓦尔特多年前研发出了“零件加工解决方案”,使用航空航天工业常用的CAM程序,为结构件的所有凹窝形状研发出了非标加工策略。这种“toolbox”使相应的加工工艺过程快速高效地从客户零件的3D模型中衍生出来。Xpress刀具解决方案的交货期为2-3周;my.Walter软件解决方案可让客户与经过培训的现场服务人员合作在线设计刀具,“WalterOnline Xpress”客户可在1h内通过电子邮件收到具有约束力的报价,包括2D图纸和3D模型。
伊斯卡推出带断屑槽的金属陶瓷车刀片
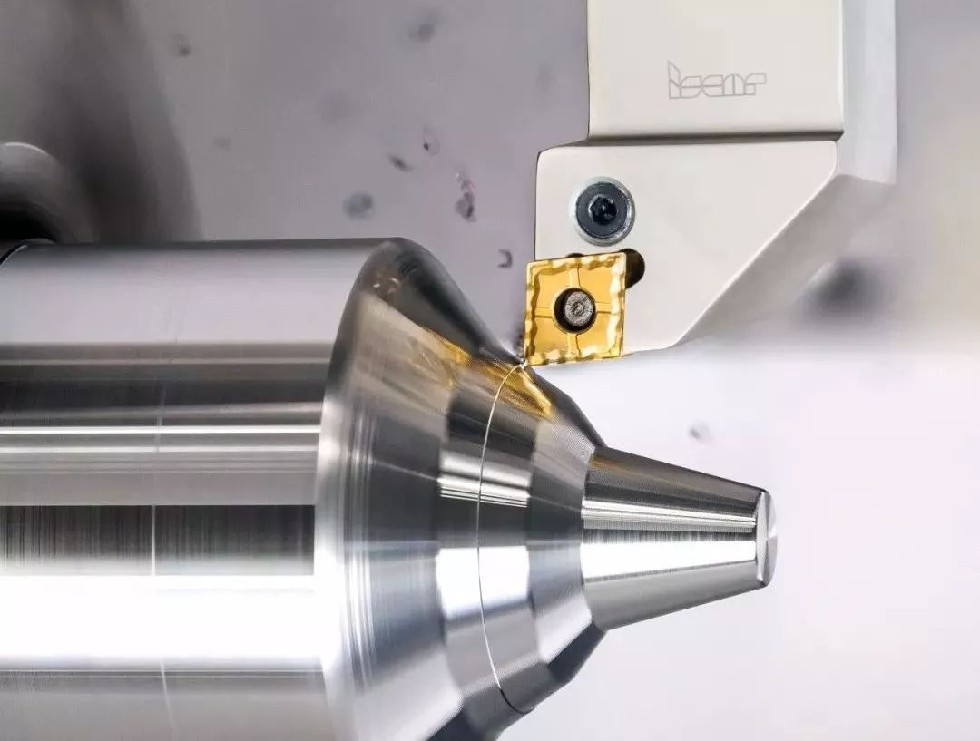
伊斯卡推出金属陶瓷牌号的ISO车刀片,带有为半精车及精车加工而专门设计的新型断屑槽。所有新刀片均提供IC20N及IC520N牌号,主要用于钢的加工。伊斯卡提供应用范围广泛的、具有不同断屑槽及几何形体的双面及单面可转位金属陶瓷刀片(也包括修光刃刀片)。断屑槽设计旨在确保于全自动化的加工应用中能可靠断屑,伊斯卡推出覆盖数款标准刀片形状的带断屑槽的金属陶瓷车刀片,有助于为每一种断屑槽的特定应用范围选取更适合的断屑槽。
金属陶瓷是对钢、粉末冶金金属、难加工铸铁及不锈钢材料进行超精加工、精加工及半精加工的理想牌号。采用金属陶瓷牌号往往能确保在切屑载荷范围为小至中等及工件尺寸一致性要求高的情况下刀具寿命更高。金属陶瓷牌号的主要优势是应用于对被加工表面质量、加工尺寸稳定性具有高诉求以及公差带窄的场合。相比于常规的硬质合金牌号,金属陶瓷因其硬度更高而能以更高的切削速度加工,其耐磨性更佳,并能防止积屑瘤的生成。
郑钻PCD可调盘铣刀
郑钻航空高效切削刀具一直致力于国产化刀具的发展,其中一款优秀产品是PCD可调式盘铣刀。
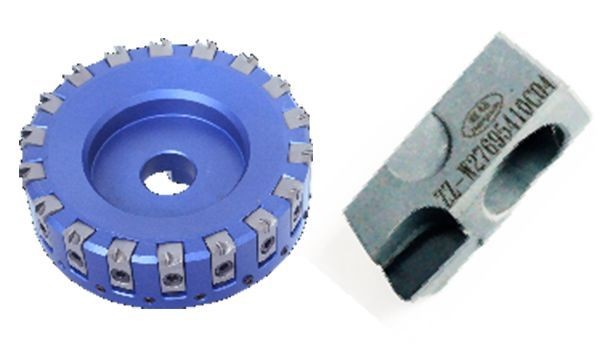
PCD可调式盘铣刀
郑钻PCD可调盘铣刀,主要是以平面铣削的方式加工铝板、铝合金(进口)材料。产品特点主要有以下三点:
(1)使用率高——刀具结构为机夹式刀片装夹,刀片可以修磨、更换,刀盘也可以重复利用,提高了刀具的重复使用率,大大降低了客户使用成本;
(2)加工精度高 ——刀具径跳≤0.03mm,端跳<0.003,刃口修光刃可以根据要求增减,铣削表面质量高Ra<0.4,动平衡调节方便,可达到n=25000,G≤2.5;
(3)加工效率高——PCD刃口,不同直径线速度可达4000-8000m/min,密齿结构设计,可增加刀匣数量,提高加工效率。
加工案例
某航空企业在铣削飞机外蒙皮时,原来使用的刀具是D63mm机夹式合金刀盘,加工表面粗糙度Ra0.6,有明显刀具进给痕迹,且存在切削速度慢、加工效率低等问题。使用郑钻PCD可调盘铣刀后,加工工件表面粗糙度达到Ra0.3,有效地提高了被加工零件表面质量;加工效率得到提升,用此款刀具来加工铝合金零件时,表面宽550mm,仅需3次刀具走刀行程即可完成;刀具耐用度得到了提升,精加工耐用度可达5000m以上。
厦门金鹭航空叶盘解决方案
航空发动机整体叶盘结构复杂,叶片型面为复杂自由曲面,扭曲度大,加工精度要求高,相邻叶片间流道窄而深,叶片较薄,并且整体叶盘大多采用高温合金和钛合金等难加工材料。加工过程中,切削温度高,切削力大,易导致刀具磨损而影响工件表面质量,且加工过程中叶片的变形较难控制,因此整体叶盘加工制造困难。
整体叶盘的铣削加工由流道的粗加工开始,金鹭刀具推出了SN210断屑齿型粗加工锥度球头刀系列整体硬质合金立铣刀。该产品采用高性能的硬质合金基体,结合先进的PVD涂层及刃口处理,采用独特的刀型设计及断齿设计,使刀具拥有高刚性、优异的抗振性能、抗冲击强度及耐磨性,刀具寿命长,切削过程稳定,适合高效铣削加工。
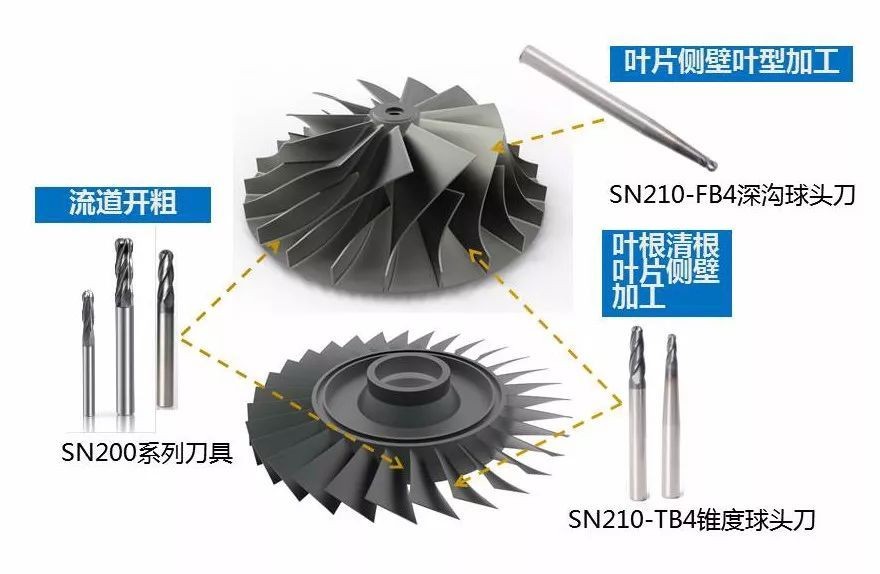
在对一些整体叶盘流道进行粗加工时,摆线加工是非常高效的加工方法,金鹭刀具推出的异型锥度球头刀可以实现摆线铣削叶盘流道。该产品不仅具有高抗振性及高刚性,其创新性的弧形球部设计可实现比常规摆线加工刀具高2-4倍的加工效率。
对叶盘进行精加工时,受叶片间流道窄而深、叶片薄、扭曲度大、刀具的可达性受到限制,立铣刀往往需要以大悬伸的方式进行精铣加工,而切削力作用在叶片上时极易产生变形并伴随振颤。为获得高的加工表面质量以及稳定的切削性能,金鹭刀具推荐采用带有锥度避空设计及抑震设计的SN210-TB4锥度球头刀系列。该刀具采用超细晶硬质合金基体,拥有非凡的耐磨损性能及刚性,搭配专用纳米涂层及特殊的刃口处理,使刀具获得稳定的高寿命及切削性能,具有超高的轮廓精度,适合于整体叶盘的半精和精加工。
针对扭曲度高的叶片型面精加工,金鹭刀具推出的SN210-FB4深沟球头刀可以满足高扭曲度处的叶型精加工。其一体成型的超高轮廓精度、高耐磨性和高刚性基体与专用纳米涂层的组合,不仅能解决高扭曲加工难题,更能提供更优的加工精度及刀具寿命。
可乐满 CoroMillPluraHFS 高进给立铣刀
针对航空航天对钛合金和高温合金高进给立铣刀需求的日益增加,山特维克可乐满最近推出三个专用于钛合金和高温合金材料的整体硬质合金高进给立铣刀系列,其中两个系列用于钛合金加工,分为带内冷增强型设计和不带内冷设计;一个系列用于镍基高温合金加工。
2F340——专用于钛合金侧壁铣的不带内冷的优化槽型设计

2F340C——专用于钛合金侧壁铣的带内冷的增强槽型设计
2F341——专用于镍基高温合金侧壁铣的优化槽型设计

这三个系列的产品主要用于航空航天行业的钛合金和高温合金材料加工。此外,还可用于石油和天然气行业的镍基高温合金材料、医疗行业的钛合金和高温合金材料以及汽车行业(赛车)的钛合金材料。
加工案例
零件:发动机密封环
材料:Inconel 718 (275 HB)(S2.0.Z.AN)
工序:侧壁铣
机床:Mori Seiki NV5000
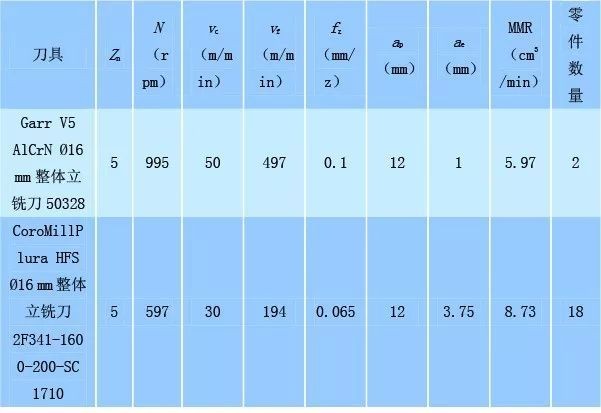
对这几个系列的刀具,大切深小切宽是优化选择,不仅能保证高的加工效率、加工的稳定性和足够长的刀具寿命,还能满足客户高质量的要求。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
