山特维克可乐满推出专门用于ISO S难加工材料的丝锥

为了应对航天航空业对可靠加工解决方案的强劲需求,山特维克可乐满针对ISO S材料 (钛合金和镍基合金) 推出了新的攻丝和螺纹铣削刀具。
这些产品旨在
•为高价值零件(如发动机外壳)的加工提供卓越的安全性
•降低报废率
•减少停机时间
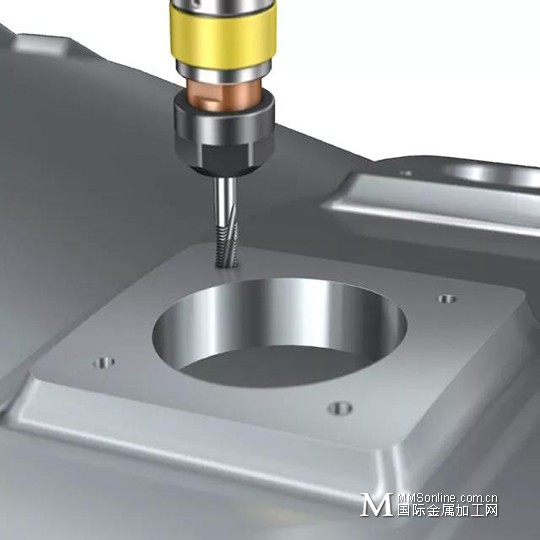
针对新型钛攻丝而优化的槽型旨在提供始终如一和可重复的结果,其中包括适用于难切削材料的小的正前角和有助于防止材料黏连形成的创新、耐磨ACN (氮化铝铬) 涂层。为了防止加工难切削材料时出现堵屑,丝锥也有较大侧面避空间隙,以此减小摩擦。为了实现真正稳定的攻丝,用于镍基合金的丝锥具有减小的10°螺旋角。
螺纹铣刀在生产时采用MJ螺纹型式,具有27°的螺旋角,是特殊材料螺纹加工的最佳角度。MJ螺纹型式在航天航空业中很普遍,因为它们有助于减少零件螺纹根部的应力。
山特维克可乐满螺纹加工全球产品经理Steve Shotbolt解释道:“在对镍合金进行攻丝时,最重要的因素就是为所需的螺纹尺寸创建正确的底孔尺寸。减少螺纹啮合量可降低驱动丝锥所需的扭矩,同时有助于消除任何潜在的丝锥断裂。研究发现,75%的传统螺纹啮合量对于高强度材料来说是不必要的;一般来说50-60%的啮合量可满足大多数需求。”
诸如Ti6Al4V等钛合金的攻丝比大多数合金材料更具挑战性。钛不是热的良导体,这意味着切削刀具表面和边缘的温度往往会上升,同时无法通过零件和机床结构消散。这种热量积累会导致切削刃破损和缩短丝锥寿命。此外,钛相当低的弹性模量和高的抗拉强度为其提供了“弹性”,从而在丝锥上产生了一种“闭合”效果,这是可能会导致螺纹破损和撕裂的因素。此外,它还会提高丝锥上的扭矩,缩短使用寿命。
山特维克可乐满的新型丝锥包括用于对钛通孔进行攻丝的CoroTap® 200 SM,以及CoroTap 300 SM (盲孔,钛) 和CoroTap 300 SD (盲孔,镍基合金),以及针对螺纹铣削MJ螺纹型式的R217。
这些新型丝锥的推出有助于推动许多航天航空发动机零件的制造,如外壳、轴和盘,和任何由ISO S材料制成、带有凸台和/或法兰的发动机零件。经证实,该刀具还可用于钛合金和镍基合金较为普遍的其他领域,如石油和天然气、泵和阀以及医疗行业。
成功案例
在性能测试中,客户分别使用竞争对手丝锥和山特维克可乐满的CoroTap 300 SM进行对比。
工件:Inconel 718
加工条件:使用带8%外部冷却液的DMG DMU 60数控加工中心,两种刀具的切削参数完全相同,主轴转速251 rpm,切削速度6 m/min (19.685 ft/min),进给率0.907 mm/min (28 TPI)。
生产数量:使用竞争对手丝锥的生产数量是8,而使用山特维克可乐满的CoroTap 300 SM可以达到17,生产数量几乎翻了一番。

长按二维码,了解更多关于航空航天的零件加工解决方案
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


