更高效的Tebis V4.0 R5
NC计算更快,加载、响应和搜索时间更短——Tebis V4.0 R5的主要特征是其极高的性能。
不仅是我们自己的测试显示全面改进的结果,我们试用版的测试用户也已信服新发行版的性能。SD汽车有限公司NC编程部经理Lars Schumann写道:
我比较了大概20个不同复杂度和大小的工件的计算时间——涵盖了从小工件到侧壁的所有代表性工件。我对结果感到兴奋。在用RPlan进行的二次粗加工中,大部分工件的计算时间都快了大概30%。更令人激动的是,使用MFeat进行特征加工时,刀具搜索更快捷。我特意用很多的规则几何测试了几个大型工件,时间优势特别可观。
CAD/CAM services的Johannes Grosch也对此话题发表了意见:
Job Manager中碰撞检查的时间优势和大型工件图形方面的改进都是非常明显的。我目前正在设计门板检具,处理的文件大小都在1到2.5GB之间。对这些工件的操作比如渲染等,都大大加快了。使用这个测试版工作令人愉快。
根据工件的不同,NC编程加快一倍到40%之间。我们的整体性能提高多达90%。我们为您汇总了一些案例:

泵壳 V4.0 R4:6分钟12秒 V4.0 R5:3分钟42秒
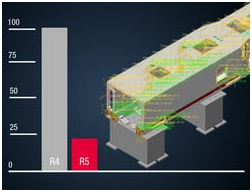
特征加工中刀具搜索 包括机床碰撞检查 机床轴组件、223个特征、705个刀具 V4.0 R4:10分钟 V4.0 R5:2分钟

为包含多个NCJob的NC-Program开启机床仿真 鼓风机环 V4.0 R4:1分钟12秒 V4.0 R5:9秒
顺便说一下,该软件下一个版本将继续改进。着重于粗加工区域减少。
除高性能外,V4.0 R5中Job Manager也做出了一些更改,分别对铣削加工以及钻孔和激光加工:
Job Manager
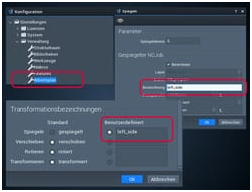
更加自动化和简化的操作。转换元素的选项得到拓展。例如,可自由选择是否转换参考点。转换可自由指定,镜像NC Job保存在新的层。无需对参考点进行后续修改。此外,碰撞现在可在交互式和自动的碰撞检查中保存。在碰撞分析中不再需要检查刀具。
铣削加工
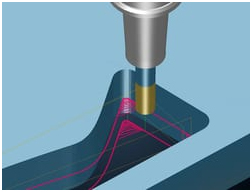
高效加工陡峭空腔,现在即使在2轴加工操作中也是如此。NC2Ax功能中集成了“二次粗加向上”补充选项,用于粗加工自由型腔。等步距可以防止过多的步距形成。刀具磨损均匀; 由于铣削刀路较少,机床运行时间更短。
2轴钻孔
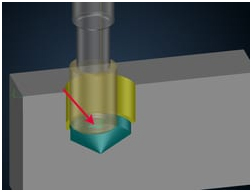
更快的螺纹加工 在螺纹加工中,进给以步距进给率运动,直至达到螺纹直径。
激光加工
更短加工时间,更大灵活性。刀路修正必须通过形状元素的元素选择来执行。初始位置可自由选择;防止了不希望的插补。文本也可以在用户自定义的工艺宏中自由编辑。无需在*.tec文件中进行后续更改。
Tebis V4.0 R5 2017年11月下旬可供下载。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


