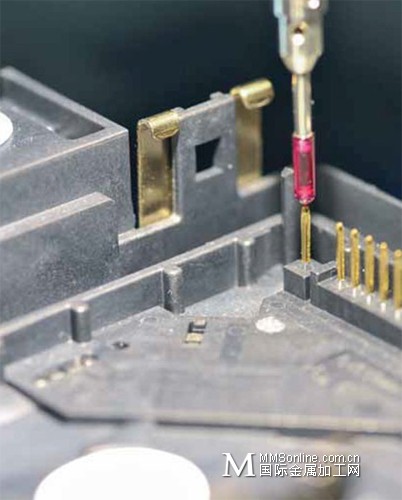
蔡司O-INSPECT 442 多测头测量机
“走进” 生产车间

任何一家制造复杂的混合金属件和塑料件的企业不仅仅需 要掌握这两种材料的制造工艺,如何将价值几百万欧元的生 产系统快速投入使用也是相当重要的。为了能够开始批量生 产,于器具充分调试之前测量100多个初始样件的情况是司空贯见的。对于每个样件的测量,其目的是为了确保每个多 达500个特性的样件的质量。为此,这个冲压和混合零部件 的德国制造商KRAMSKI采用了ZEISS多测头测量机。

Matthias Schlegel, KRAMSKI测量技术团队负责人 “我们一直在面临新的挑战

因为我们必须确保日益复杂的零部件的质量”
当信号熄灭时,驾驶员应直接把注意力 转向汽车正前方。 这是由距离传感器 发出的预警信号,该传感器使用雷达确 定与最近车辆的距离,并用响亮的蜂 鸣声提醒驾驶员注意 当前已经低于安 全的跟车距离。 但该传感器易受风力 和天气的影响。 为确保其功能长期保 持正常,这类产品必须具有防水特性。 因此,传感器上的金属和塑料部件应采 用无缝连接。 KRAMSKI集团每年为汽 车、电子与电信、医疗技术、太阳能及 消费品工业领域生产超过25亿的零部件,包括复杂的冲压件和混合零部件。 对于KRAMSKI来说,混合技术是指先 冲压再涂上塑料层的零部件与组件,如高品质的距离传感器。 制造商设计并 制造加工冲压件和混合件所需的工具, 并采样进行综合测量及测试。

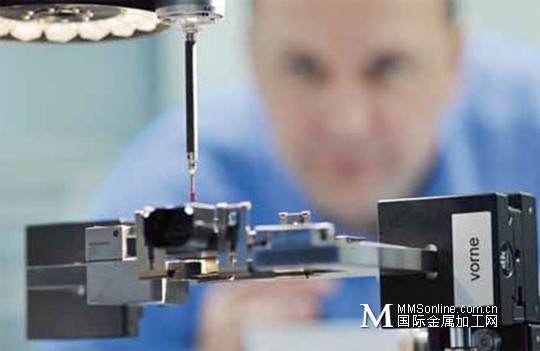
测量室的工作是快速而精确的。团队负责人Mathias Schlegel(左)和他的同事Walde- mar Fust得益于ZEISS多测头测量机的巨大支持
快速且可靠的测量结果
Mathias Schlegel是公司测量技术团队 的负责人,于过去的28年里,他熟悉了 KRAMSKI的各个部门。现在他已经负 责测量技术团队长达7年之久 “我们一直面临新的挑战。因为我们必 须确保日益复杂的零部件的质量。” Schlegel与他的团队必须于随机抽样的 基础上确保零部件符合形位公差的要求。这样汽车供应商才能保证插头连 接正确或密封件功能正常。这类零部件 的位置公差通常为0 1-0 2mm。根据 元素尺寸的不同,线形公差为0 05-0 3mm。
然而,测量不仅仅要求精确,还必须快速。对于初始样件的检测亦是如此 计时开始于测量技术人员用新的工具冲 压第一个部件或进行工件涂层。正如Schlegel所说,“首先保证可靠的测量 结果,然后快速提供测量结果。” 测 量结果提供的越早,工具制造人员就越 快地知道是否需要修改新部件以满足要 求。 有时侯,快速提供测量结果也意 味着几百万欧元的生产系统可以更快 地投入使用。现如今正因为其庞大数量的被测样件,很难对汽车供应商提供 初始样件的快速检测 大多数的产品, 如新型的距离传感器,每个塑料零部件 有4种不同的形状,这样每种类型的零 部件需要测量4套。如果5种零部件的 每种形状都作为初始样件检测,这就意味着需要测量20套。此外,一个零部 件最终批量生产之前应检查机器的生产 能力 因此最初生产的100-200个零 部件应全尺寸测量,而每一个零部件多达500个特性。

位于德国 Pforzheim的总部,KRAMSKI拥有两台ZEISS O-INSPECT 442,另外三台分布于斯里兰卡及印度
主要收益为了能在短时间内完成测量,Schlegel 和他的团队使用的是两台ZEISS O-INSPECT 442 多测头测量机。 “正因为采用了离线编程的方式,我们节约了大量的时间。如果使用以往的机 器是不可能做到的。”团队负责人这 样解释。测量技术人员采用离线编程 的好处在于不需要在测量机上编程。即 使在编程期间,测量机仍可正常工作。 这归功于ZEISS CALYPSO测量软件, 此外该软件可直接在CAD模型上编程。 这样当工具正在加工时测量技术人员已 经开始编程。正如Schlegel所说,编程 需要两周时间而这样的优势为他的团队 提供了这两周宝贵的时间。实际零部件 与CAD模型上的理论尺寸存在偏差,而 我们是在CAD模型上编程的,因此当 第一批样品生产出来后,测量技术人员 需约一天的时间便能得到测量结果并提 供该工具是否符合要求的报告。
测头、软件、支持
KRAMSKI于2010年购买ZEISS O-INSPECT 442多测头测量机,于2014年购买另外四台,正是因为其能 在CAD模型上进行离线编程。此外,制 造商本身及测量机也满足汽车供应商对 测头、测量软件及国际支持的要求 采 用光学测头,只需短短的几秒钟即可测 量KRAMSKI众多零部件的特性,余下的 特性,仅需使用接触式测头即可测量, 该公司一直以来专注于多测头测量机的 应用。使用ZEISS O-INSPECT 442,可以于一台机器上快速完成光学与接触测 量。两种测头的组合满足复杂混合部件 的检测要求并节省大量时间。 于软件方面,除了离线编程以外, ZEISS CALYPSO测量软件给Schlegel 及他的同事留下了深刻的印象。 例如,在一个有200或300个特性的原程序基础上,测量技术人员可通过简单 的操作生成一系列带有100或150个特 性的测量程序,用于随机抽样测量。只 需在现有的程序中选择所需的特性,软 件自动为被选择的特性计算行程路径。 正如Schlegel所说 “我们看到的其他 机器没有一台能够做到这一点。” 另一个给Schlegel留下深刻印象的特点 就是测量数据与ZEISS PiWeb质量数 据管理系统的紧密结合。该程序提供多 次测量结果的图形报告,用户可立即查 看到零部件哪个数值于哪个方向上偏离 了技术规范 “这使得我们更容易确定零 部件的制造走向。”
然而,打动决策者的是专业的售后 支持。KRAMSKI 除了其位于德国 Pforzheim的总部外,子公司还分布于 美国、印度和斯里兰卡,而这些公司 同样可得到ZEISS在美国与印度提供的服务。
ZEISS提供的售后支持已得到 KRAMSKI的认可。 就在上周末,德 国总部的一台测量机的电机出现故障, 使KRAMSKI一下子陷入了窘境,公司 需在周末之后使用测量室并进行生产。 Schlegel先生与ZEISS服务人员取得了 联系,但能否在新的一周开始之前找到 解决方案,大家并没有报太大的希望。 然而ZEISS当天就派出了一名员工前来 更换损坏的电机,这样的举措让他大为 震惊。“我们周末之后完全可以继续生 产,没有任何问题。”Schlegel说到。
采用ZEISS O-INSPECT 442多测头测量机,可在同一台机器上快速完成接触与光学测量

预打孔带从KRAMSKI的机床中运行出来

基于CAD模型编程
可比性和稳定性 目前KRAMSKI几乎所有的工厂都使用 ZEISS O-INSPECT 442 多测头测量机 德国和斯里兰卡各两台,印度一 台。 这样的配置非常合理。 “当我 们为一个零部件编写程序后,斯里兰 卡、印度及德国的实验室皆可使用。” Schlegel说。 KRAMSKI集团某些产品 的加工往往需从一个工厂转移到另外 一个,公司在几个工厂生产不同的品 牌,或在一个工厂进行研发及初始样 件检测,在另一个工厂进行生产。 为 了保证测量结果的可比性,Schlegel 及他的同事在三个国家使用相同的探 针和夹具,同时借助ZEISS CALYPS0O测量软件中的图形功能非常准确地描 述每一个测量过程。公司还引进一台 Multisensor Check(多测头检测设 备),不仅是为了保证员工使用相同的 测量方法,而且也是为了机器的可靠运 行。KRAMSKI使用这种检测设备每周 检测测量机的精度。这深受客户的欢 迎并完善了KRAMSKI的质量方针。 正 如Schlegel所说,“难怪公司的创始人 自豪地说 ‘除了高品质,一切都好 商量!”
简介
KRAMSKI
KRAMSKI集团的核心竞争力在于研 发和制造具有先进技术的冲压件和 混合零部件。 位于德国Pforzheim 的总部,以及斯里兰卡、美国和印 度的子公司,KRAMSKI集团以家 族式经营方式每年生产25亿的零部 件,大部分零部件均源自公司内部 开发。 KRAMSKI集团的客户群广 泛分布于工业领域,包括汽车、电 子与电信,医疗技术、太阳能、及 消费品工业等。 自1978年以来, 该公司已成为一家技术国际领先的 公司,在全球各地拥有大约700名员工。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


