数据引发第四次工业革命
单从加工角度来看,制造业坚持追求在一定时间内以一定的成本生产出正确精加工的工件,这种做法却已经难以为继。除非出现突破性的刀具解决方案,否则只注重提高金属切除率的传统方法最多只能将产量增加几个百分点而已。要想在将来显著提高金属切削的生产率、质量和可靠性,需要依靠由数据驱动的第四次制造技术革命。制造业的第一次革命使得以家庭为基础的手工制作转变为能够利用集中能源为制造机械提供动力的工厂生产。机械轴和皮带将水车或蒸汽产生的动力分配给工厂的机械,接着人们又使用了更加便捷、高效的电能。最初的工厂逐件生产产品,在制造业的第二次革命中,单件产品生产演变为批量生产,产量随之扩大。装配线和连续生产线等集成系统的发展以及自动化加速了同种零件的大批量生产。随着数字化机床控制以及后来的计算机化控制和自动化的涌现,制造业的第三次革命随之到来。它不但实现了更高的精度和灵活性,还有利于开展小批量且种类繁杂的零件制造业务
现在,制造业正在经历第四次革命(在欧洲被称为“工业4.0”),这次革命将当今的数据采集、存储和共享技术整合到制造工艺中。联网的网络物理系统会分析正在进行的操作,收集和比较数据并将信息发送给中央服务器或云服务,以便将其与现有的加工模型进行比较。然后,这些系统利用所得结果来指导如何调整参数以优化加工工艺。
早期监控系统
数据导向型制造这一概念已经诞生了很长一段时间。在20世纪80年代,金属加工领域的研究人员就曾设法制造自适应性的刀具监控系统,以测量切削条件、将数据与设定的工艺标准进行比较并随后调整加工参数,从而实现工艺的稳定性并最大限度减少加工事故的发生。这些系统采用传感器和探针来测量切削力、功率、扭矩、温度、表面粗糙度及声发射等工艺因素。不幸的是,当时的传感器技术非常落后,无法提供必要的速度和精度以确保测量结果完全有效。计算机的处理速度慢,需要更大的存储器来实时处理大量的数据。此外,先进的数据采集和管理技术在当时也极其昂贵。这些缺陷导致用户几乎不可能在加工期间调整参数。这样就造成了一种鱼和熊掌不可兼得或顾此失彼的情况。如果收集的数据超过所设定的最大限值,加工工艺会直接停止。

图1
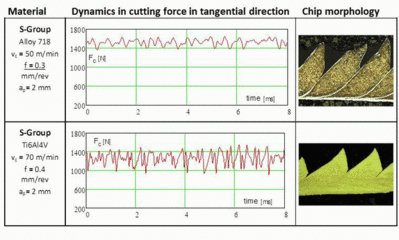
图2
最大限值是在并未充分了解和洞察切削工艺的情况下设定的。除了缺少足够先进的数据处理技术外,还未掌握一个关键的概念:那就是在加工工艺的众多物理现象中,大多数现象如温度、力、负载等)都并非静态参数,而是不断变化的动态数据。例如,某种加工中切削力的平均值可能达到1000Nm,但在大约一半的时间内这些力要高于1000Nm,并在其余的时间内低于这一水平。如果将系统的停机阈值设置为1000Nm,当力看起来过高时,系统将停止加工(见图1、图2)。(请注意,这些图形显示的是在8μm内执行的测量,以展示力的变化速度有多快。)在20世纪80年代是不可能进行如此快速的数据处理的。如今,在将近40年之后,传感器和计算机技术在精度、速度和价格方面都有了很大的改观。制造工艺研发本身已经积累了丰富的经验并能够非常深入地了解关键的加工要素。
收集和关联加工要素
了解各种工艺要素的作用非常重要。事实上,有80多种可测量的要素会影响到加工操作。实现所有这些要素的收集、关联和互动至关重要。如果忽略了某个要素,可能会造成意外且不可控制的影响。在收集和分析之后,还必须根据每种要素对加工的影响来确定数据的优先顺序。很明显,刀具会产生非常重要的影响。在金属切削中,会搭配使用一组生产工具:机床、CAM系统、切削刀具、固定和夹紧装置以及冷却液,而在工业4.0中,还包括传感器、数据检索和传输系统(见图3)。

图3
金属切削的核心是切削刀具与工件之间的互动。不过,在传统的加工工艺开发方法中,通常将切削刀具放在最后考虑。当制定工件生产计划时,用户通常首先选择机床,然后是夹具、冷却系统和其他设备,最后才是切削刀具。这就造成了这样一种情况:切削刀具必须弥补其他并非最佳工艺要素选择的不足。例如,如果选择了不太稳定的机床,则需要使用切削力较小的切削刀具来补偿稳定性的不足。不过,这种刀具在加工特定的工件材料时可能无法实现最高的生产率。这样,在最后选择切削刀具会导致制造系统低于正常水平,虽然能够运行得良好,但无法发挥最大潜力。幸运的是,现在制造业中的很多人意识到按相反的顺序进行选择更为合适。在考虑成品的形状、特性、工件材料和所需的质量水平之后,车间应当首先选择切削刀具。切削刀具即是具体的材料和形状,应当能够实现最高的生产率并满足具体的加工要求。接下来,在选择其他工艺要素时,可侧重于创造一种环境,让切削刀具充分发挥性能。
平衡的加工
车间选择了加工工艺要素之后,必须平衡这些要素之间的互动,以实现最高的生产率和最低的成本。此外,在加工产量和成本方面,制造业还面临一些始终没有解决的问题。显而易见的工艺因素包括刀具性能以及刀具成本和加工成本,隐性成本包括由于不可靠的加工工艺生产出质量欠佳或不合格的零件而产生的成本,还包括导致意外停机的时间成本。
尽管编程和维护等计划活动都发生在加工时间以外,但其他因素,例如操作员犯错、刀具破损、工件损坏以及系统问题,都会无谓地导致加工时间变长、成本增加。在损失的时间中,切削刀具、工件材料和工艺异常情况只占很小的比例,工作人员和系统耗费的时间所占据的比例要高出许多。
工业4.0非常重视数字化数据采集、互联网和云存储,但这些元素只是解决方案的一部分。最后,必须分析所收集的数据并制作物理模型或示意图,以说明存在问题的工艺。在网络物理系统中,会将所收集的数据与示意图进行比较,系统会生成反馈以执行工艺修改,从而产生所需的结果。工艺由工作人员控制以及能够在很短时间内实时分析数据并将其与模型进行比较的计算机共同完成。因此,采用云存储技术的模型必须准确说明加工要素。要制作这样一个模型,需要充分了解加工。但是,加工代表着一种很难准确描述的现实情况。例如,因为工件硬度的变化会产生不同的切削力,所以模型必须能够识别工件材料的动态属性。不过,要测量每个工件的硬度是不可能的。在某些情况下,工件的硬度可能比材料的标称硬度高10%,导致切削力也要高10%。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈