机械式外径千分尺的使用方法
1、机械外径千分尺的简介:
千分尺是比游标卡尺更精密的长度测量仪器,常见的机械千分尺如下图所示。它的量程为0~25mm,分度值是0.01mm。由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成;

2、外径千分尺刻度及分度值说明:
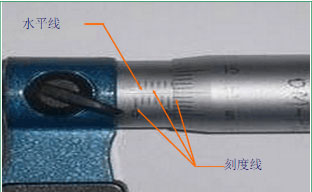
1) 固定套管上的水平线上、下各有一列间距为1mm的刻度线,上侧刻度线在下侧二相邻刻度线中间。
2) 微分筒上的刻度线是将圆周分为50等分的水平线,它是作旋转运动的。
3) 根据螺旋运动原理,当微分筒旋转一周时,测微螺杆前进或后退一个螺距—0.5mm。即,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5mm=0.01mm,因此,使用千分尺可以准确读出0.01mm的数值。
3、外径千分尺的测量方法:
步骤一:将被测物擦干净,千分尺使用时轻拿轻放;
步骤二:松开千分尺锁紧装置,校准零位,转动旋钮,使测砧与测微螺杆之间的距离略大于被测物体;
步骤三:一只手拿千分尺的尺架,将待测物置于测砧与测微螺杆的端面之间,另一只手转动旋钮,当螺杆要接近物体时,改旋测力装置直至听到喀喀声后再轻轻转动0.5~1圈;
步骤四:旋紧锁紧装置(防止移动千分尺时螺杆转动),即可读数。
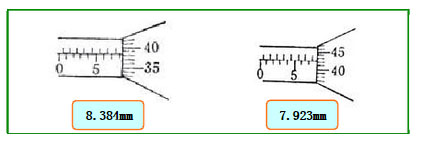
4、外径千分尺的读数: 1) 先以微分筒的端面为准线,读出固定套管下刻度线的分度值;
2) 再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数时应估读到最小度的十分之一,即0.001mm;
3) 如微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;
4) 如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数值加上0.5mm,再加上可动刻度的值。
5、外径千分尺零误差的判定
校准好的千分尺,当测微螺杆与测接触后,可动刻主上的零线与固定刻度上的水平横线应该是对齐的,如下图1所示;如果没有对齐,测量时就会产生系统误差——零误差。如无法消除零误差,
则应考虑它们的对读数的影响。
1)可动刻度的零线在水平横线上方,且第x条刻度线与横线对齐,即说明测量时的读数要比真实值小x / 100mm,这种零误差叫做负零误差,如下图2所示。
2)可动刻度的零线在水平横线下方,且第y条刻度与横线对齐,则说明测量时的读数要比真实值大y / 100mm,这种误差叫正零误差,如下图3所示
对于存在零误差的千分尺,测量结果应等于读数减去零误差,即 物体直径 = 固定刻度读数 + 可动刻度读数 - 零误差
6、外径千分尺的保养及保管:
1) 轻拿轻放;
2) 将测砧、微分筒擦拭干净,避免切屑粉末、灰尘影响; 3) 将测砧分开,拧紧固定螺丝,以免长时间接触而造成生锈; 4) 不得放在潮湿、温度变化大的地方。 5) 禁止用千分尺测量运转或高温物件。
6) 严禁用千分尺当卡钳用或当锤子用敲击他物。
7、使用千分尺测量零件尺寸时,必须注意以下几点:
1) 调整零位:0-25mm的直接用后面的棘轮转动对零,25mm以上的,用调节棒调节零位;
2) 测量外径时,在最后应该活动一下千分尺,不要偏斜;
3) 在对零位和测量的时候,都要使用棘轮,这样才能保持千分尺使用的拧紧力(0.5公斤);
4) 测量前应把千分尺擦干净,检查千分尺的测杆是否有磨损,测杆紧密贴合时,应无明显的间隙;
5) 测量时,零件必须在千分尺的测量面中心测量;
6) 测量时,用力要均匀,轻轻旋转棘轮,以响三声为旋转限度,零件保持要掉不掉的状态;
7) 用千分尺测量零件时,最好在零件上进行读数,放松后取出千分尺,这样可以减少对砧面的磨损;如果必须取下读数时,应用制动器锁紧测微螺杆后,再轻轻滑出零件,把千分尺当卡规使用是错误的,因这样做会使测量面过早磨损,甚至会使测微螺杆或尺架发生变形而失去精度;
8) 为了获得正确的测量结果,可在同一位置上再测量一次,尤其是测量圆柱形工件时,应在同一圆周的不同方向测量几次,检查工件有没有圆度公误差,再在全长的各个部位测量几次,检查工件有没有圆柱度的误差等;
9) 测量零件时,零件上不能有异物,并在常温下测量;
10) 使用时,必须轻拿轻放,不可掉到地上。使用时,必须轻拿轻放,不可掉到地上。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
