TRW用SURFCOM 5000轮廓测量仪使汽车加工具有正确转向
全天候保持可靠的测量结果,这就是TRW汽车确保其转向部件质量保持在亚微米范围内的方法。在该汽车供应商的波兰工厂,转向系统生产中使用的三坐标测量机和表面轮廓测量仪必须精确和可靠。如果一个工件的数值超出公差要求,则整条生产线必须立即停止,而停工就意味着成本迅速升高。

发动机后方最复杂及昂贵的部件:转向系统
“人们的生活依赖于我们的产品,为此,质量是我们的头等大事,同时亦是我们生产活动的重点,这也是我们为什么需要最佳的测量技术及工具的原因。”Jaroslav Muchajer说,作为TRW质量经理,他负责该公司在波兰Bielsko-Biala工厂生产发动机后方最复杂及昂贵的部件:转向系统。

图1 Jaroslav Muchajer是TRW质量经理
对于大型汽车及豪车,电子动力转向常使用皮带传输,其中的一个关键部件水平固定于前轮之间,依据转向实现左右移动,驱动由电机支承并装有球形螺母的皮带运行,该主轴通过螺纹连接到车架。TRW需九道加工工序以将刚才加工成杆件;齿形及螺纹加工,通过压力硬化拉直,最终与同经复杂工艺加工的球形螺母拧在一起。
生产与测量技术的融合
车架生产缺陷在转向时不仅引起噪声,如转向过松或紧,由于较强摩擦所导致的过度磨损及撕裂亦会增加事故风险。因此,Muchajer与同事密切监控车架生产,除了常规硬度及疲劳测试,亦需对几何形状、表面轮廓及粗糙度进行持续监控。
车架允许圆度偏差不超过5 µm,直径公差10 µm,而表面粗糙度公差仅0.1 µm,除去满足汽车制造商必须获取特性的最低要求,质量管理者必须考虑安全因素并增加附加的检测参数。采取随机抽样方法对每件测量110个特性,在Bielsko-Biala,每40 s即有钢杆下线,每班制需在实验室进行2~3次抽检量测。
任何参数的偏差都需停止整条产线以纠正并重复测量并确保一切符合公差要求,每分钟的停产皆会导致成本增加及由此产生较高的质量检测费用。负责Bielsko-Biala测量实验室的Tomasz Wadon解释道:“任何工序的异常将导致停产,因此,测量机的可靠性至关重要。”
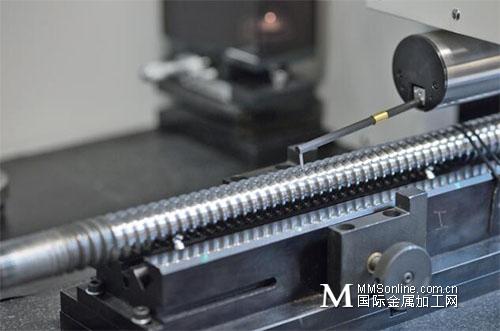
图2 TRW用九道加工工序将钢材加工成杆件
树立标杆
当Bielsko-Biala工厂于2012年开业时,工厂管理者借鉴了离其7 km外的TRW Czechowice-Dziedzice工厂的经验,选择使用三坐标测量机与表面轮廓测量仪。2001年,该公司引进一台ZEISS PRISMO。六年之后增加一台,Czechowice工厂的计量实验室前主管Maciej Kawiak回忆道:“此机的高精准及可靠性口碑迅速传遍整个公司。Czechowice-Dziedzice的测量结果很快成为TRW在世界各地其他工厂的标准,任何有疑虑的测量结果均可将工件发至此处来测量。”
今天,ZEISS PRISMO ultra桥式测量机是TRW标准设备的一部分。在2013年和2014年,在Bielsko-Biala工厂又安装了两台这样的新设备,这两台高精度测量机,一台是升级版的ZEISS ACCURA Ⅱ桥式测量机,还有一台是外形尺寸比一般三坐标测量机小得多的ZEISS DuraMax,它们用于随机抽样检查、进货检验和样品部件的测量。PRISMO ultra主要用于转向轮组件的定期随机抽样测量,像车架一样,必须符合特别精确的公差要求,检查工作的直径、圆度和形状,以及车架的同轴度,即旋转轴的合规性。ZEISS PRISMO,DuraMax和ACCURA Ⅱ的主要优点是与单点测量不同,接触传感器进行扫描并快速捕捉部件的整个几何形状。在TRW的波兰工厂,转台几乎被用在所有的三坐标测量机上,其卓越的性能已经证明了其对公司做出的贡献。进行测量时,该机使工件正向旋转至探针,无需操作人员干预,测量实验室经理Wadon解释说:“车架的几何形状非常复杂,必须从多个角度进行测量,因此转台是一个很好的解决办法。”
小于0.1 µm
除了三坐标测量机,TRW在Bielsko-Biala还使用了三台ZEISS SURFCOM 1500和SURFCOM 5000表面轮廓测量仪。“没有这些测量机,某些工件的生产就不可能完成。”Wadon如是说。表面轮廓和粗糙度是与功能相关的因素,特别对于车架之类的部件尤其如此,自从几个月前引进了SURFCOM 5000,公司终于具备了测量<0.1 µm的粗糙度的能力。
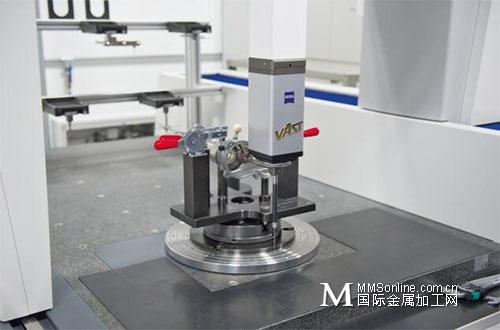
图3 ZEISS PRISMO桥式三坐标测量机
在表面轮廓测量仪上进行的大多数随机抽样测量都不是由测量技术人员完成的,而是由加工操作人员完成,加工操作人员使用专用的夹具,将工件夹紧带到测试实验室的测量机上,然后他们使用由测量技术人员准备的程序开始进行相关测量。在三坐标测量机上测量车架的110个特性需要30 min,表面轮廓测量仪还需要5 min来检查所有指定的特性。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


