快速合理的精加工和粗加工
精密刀具生产厂家两个解决方案使机床制造商Licon mt从中受益,为用于加工中心的零件铣削工序节省了很多时间和金钱。“我们对以往的加工时间非常不满意。”著名机床制造商Licon mt加工/工作准备经理Harald Dammann说道。一个零件连续的两道工序让有经验的操作者感到费力和费钱。这个零件将被安装在型号为LiflexII444双主轴5轴卧式加工中心上使用。除了多轴回转式机床和特殊机床,Liflex系列模块化加工中心是Licon mt的主要销售支柱。
粗加工至精加工专用铣削刀具
加工工序是对于Z滑块上孔进行粗加工和精加工,其孔的长度为1400 mm,宽和高分别为300 mm。由球墨铸铁制成重型工件的重量约为200 kg,抗拉强度为600 N/mm2。通过对孔圆周的铣加工将孔直径从200 mm扩展到241 mm。无论粗加工还是紧接着的精加工,Licon mt均采用专用铣刀。
粗加工刀具的伸出长度为553 mm。“为了达到所期望的加工质量,足够的稳定性成为这一长刀具的关键要素。”Harald Dammann说道。当然,基于轻便的手工搬运可操作性的原因,大于10 kg重的刀柄不是采用钢材而是采用铝材制成。这又不能满足高稳定性的需求。为了实现加工过程的稳定性和低噪声,铣刀和可转位刀片受到市场追捧。
采用面铣刀盘粗加工优势多
粗加工是在一台带有横/立铣刀的卧式4轴大型加工中心进行的。这道工序需要5 6min,紧接着的各种不同表面的精加工将持续48 min。 为了减少加工时间,2015年9月初,加工经理/CAM编程人员Marcus Breymayer找到Walter德国公司的Martin Huber寻求帮助。多年以来,这个有经验的应用技术人员一直与Licon mt保持友好地合作。在短短几天之内,他为这两道工序找到了一个理想的解决方案。
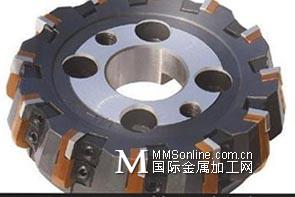
自2015年9月底,用Walter的面铣刀盘F2334代替原来使用的Walter的Octagon (八面体)铣刀进行粗加工。“其显著的优势是通过安静的运转和可靠的工艺安全性而体现。”Huber 解释说到,“带有小平面的可转位圆形刀片和稳定的刀片固定使难加工材料粗加工时,实现了高的进给和金属切率。”紧接着的精加工则使用Walter的F5041 Blaxx(黑锋侠)方肩铣刀代替由目前使用的其他供应商的方肩铣刀。
切向布置刀片的铣削系统与可转位刀片的完美组合
“F5041专为加工稳定性,工艺安全性和高生产率而设计。”Huber先生强调说道,“这些优势的基础是通过专业化的表面处理,Blaxx(黑锋侠)完美地结合了刀体和刀片的优势,使得刀具强度增加,耐热、耐磨能力大大提高。刀片被设计成4个螺旋式的正型切削刃以及工件上精确的90°。”Walter铣刀将CVD涂层并且使用Tigertec Silver(银虎)技术的可转位刀片与切向布置刀片铣削系统完美地结合在一起。这种特别耐热、耐磨的涂层中的微结构的氧化铝涂层,为减少加工时间作出了贡献。特别光滑的表面减少了摩擦化学的磨损。作为指示涂层的Silver(银虎)可容易辨别磨损。
进给速度得到显著提高
用于粗加工的直径为160 mm圆形刀片铣刀装有的10个8刃圆形刀片,使用Tigertec-Silver涂层技术。通过改用这种刀片,每齿的进给量(fz)从0.28 mm提高到0.8 mm,每次循环的切削深度(ap)从0.5 mm提高到1 mm。横向进给为1 mm 的可转位圆刀片的有效切削啮合角度为Kappa 20°,而Octagon 8角刀片的啮合角度是45°。“Kappa角度值越低,切屑越薄和进给越高。”Huber说道。进给速度(vf)从850 mm/min 提高到2700 mm/min。加工时间从56 min减少到10 min。“我们没有预料能获得这样大的改善。”Dammann高兴地说。每个工件节省加工时间为46 min,每年可增加76 h生产能力,相当于达到4位数的节省范围。解决方案另外的积极效果是:切屑越薄,对于铣轴的负荷也越少,机床运转越安静。少的振动意味着机床获得更多的保护。
对于精加工,采用的是直径63 mm的Walter方肩铣刀,镶嵌7个正方形的可转位刀片。在竞争产品采用6个相同的正方形刀片时,Walter的铣刀是6个切向布置的可转位刀片,4个刀片以及带有宽的精铣刀刃的一个双刃可转位刀片。该产品是由一种特别耐磨的材料WAK15制成,具有一个特别长的副切削刃。由此形成高的每齿进给量(fz),并显著地改善了表面质量(Ra=0.5取代Ra=0.1)。
通过采用Walter的精磨刀具。每齿进给量从0.08 mm提高到2.5 mm 。进给速度(vf)从300 mm/min 提高到3500 mm/min 和加工时间从48 min减少到56 min。每个工件节省加工时间为43 min, 每年可增加72 h生产能力,可以多生产100个零件,节省范围在4位数之内。“通过节省的时间可快速回收对于较贵的Walter刀具的投资。”加工经理补充说道,“改用新型刀具之后,精加工工艺比以前更加可靠,目前我们可以无人操作了。”以前,无论在粗加工,还是精加工均采用乳化剂冷却,目前这两道工序全部实现干式加工。工件干净且清洁费用明显降低。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
