蔡司挑战大尺寸工件测量 | 令人着迷的三坐标测量技术
拥有超过125年的钢材加工和机械加工经验,ThyssenKrupp Rothe Erde是当今世界领先的快速定向轴承,如滚珠和滚柱连接件的制造商。其产品被广泛作为结构和连接件得到大量应用,例如应用在起重机、挖掘机和隧道掘进机,以及水下装置和风力涡轮机、太阳能发电设备、海上工程、机械工程与航空航天领域。
ThyssenKrupp Rothe Erde为其客户制造的工件正变得越来越大,而公差要求却越来越小。之前测量一个2米的工件已经令他们站在极限的边缘,现如今,更大工件的测量也不再困扰他们。

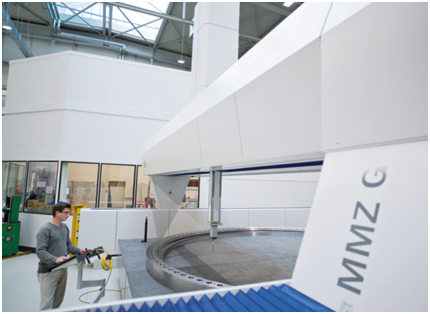
在“XXL工件”的尺寸和公差要求之间的差距日益增长的态势下,ThyssenKrupp Rothe Erde在其位于德国Lippstadt工厂的质量部门找到了一款精密系统,用于测量海上工程、大型传动装置及隧道掘进机上使用的长达几米的大型工件,并说服测量专家蔡司为自己设计了一款X轴向跨度达6米的三坐标测量机。

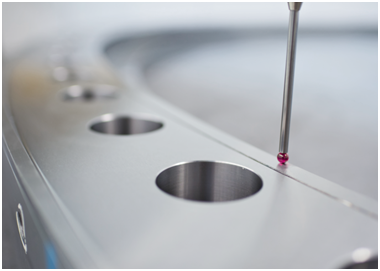
直径5米,重3.8吨:想象一下这样的大型钢环。即便像个大块头似的工件,也必须在零点几毫米的范围内,在钢环的指定位置钻出108个孔。钻孔的形状、距离和直径必须与工件的高度以及上、下平面的平等度和平面度一样精确。毕竟,支承环一旦与另外两个钢环组装在一起形成一个滚子轴承,所有零部件都必须处于最佳工作状态,之后,轴承转动灵活并将承受极大应力:作为一个柔性连接件,它在石油平台的管道和停靠的油轮之间做旋转运动。即使在波涛汹涌的海面上,这是将油安全地用泵输送到轮船上的唯一途径。为了使轴承能够满足这些要求,ThyssenKrupp Rothe Erde对其采取了严格的质量检查过程——对于直径达到5米的工件来说,这是一项极具挑战的任务。
Bigger than bigger
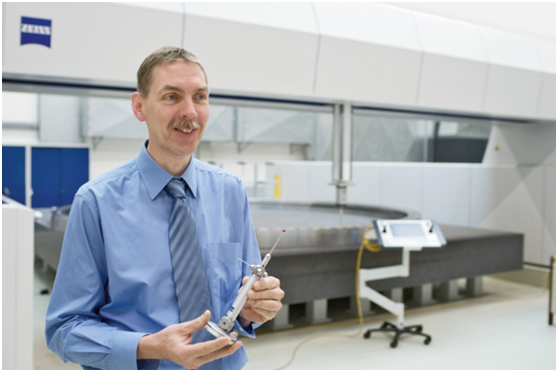
“无论是海上,还是铲挖掘机或风力涡轮机,我们收到的轴承订单的直径越来越大!”在ThyssenKrupp Rothe Erde位于德国Lippstadt工厂的质量经理Thomas Miller说。“在过去,风力涡轮机的轴承通常是1.5米,现在它们已经发展到3至4米,对准确性的要求也随之提高。”2013年初,Miller和他的同事们使用2×2米的三坐标测量机完成了大部分过程中的随机抽样测量。较大型的轴承必须使用标准的测量设备进行测量,这是一个复杂的过程,测量过程中不能完全排除操作者的错误。ThyssenKrupp Rothe Erde决定投资一种新设备来解决更大尺寸工件的测量任务。

Thomas Miller对于尺寸要求越来越大的工件测量,决定另谋出路。
Miller的一位同事前往ZEISS的展台进行了咨询,并提出需要一种大型的三坐标测量机。“一开始讨论的是用4-5米的系统进行处理,但我们注意到客户要求的零部件越来越大。因此促使我们决定将来购置一台只占较小空间但测量范围能达6米的机器。”
最终ZEISS接受了这个挑战。设计这样一个大的系统如此棘手的原因是因为安装探针的桥接部位在测量台上方横跨X轴,就像一座桥。这个桥接部分由一侧的电机驱动,在Y轴方向上移动,能够使探针在这个方向上扫描工件。该桥接部位可以在另一侧由动力驱动,并没有精度要求,只要有一个5米的宽度移动范围即可。任何较大型的部件都需要两侧电机驱动,并且移动要协调一致。
X轴向跨度达六米
协议签署后一年,ZEISS最终安装了这台配有6米X轴和6米Y轴的ZEISS MMZ G测量机。ThyssenKrupp Rothe Erde同时按照ZEISS的技术要求为该系统做了坚实的地基。另外,Lippstadt工厂还专门建立了一间较大的配有空调的测量室,能够为多个工件提供足够的空间,在测量的24小时之前为它们进行回温。“看到机器安装在这里非常兴奋,”测量机操作员Engin Yildiz说。“我们非常渴望看到它发挥作用。”事实证明,ZEISS MMZ G的XXL配置,甚至对大型工件来说,也只使用了所规定的测量不确定度的大约60%。同时由于出现任何不平整时,直径达几米的钢环容易弯曲,因此测量机配置的花岗岩测量台可以完全确保部件保持平放的状态。
由于新测量机的使用迫在眉睫,且没有过渡期。为此,蔡司开发了一种软件接口,从而保证了现有三名测量机操作人员可以继续使用他们已习惯的程序。但这些测量机操作人员需要更熟悉的是大型工件的尺寸,不过他们现在还是有很好的练习机会,就是将重达10吨的钢环挂在链条上,并用起重机移动到测量机上。因为探针能够准确识工件所处的位置,因此不需要再进行精细的调节。测量程序一旦创建,测量就会自动运行。对于在海上工程中使用的5米轴承环,仅需要约一个半小时的测量时间。
精度提高
Miller和他的同事在各种加工工序完成以后,使用ZEISS MMZ G对工件进行随机抽样测量:齿轮加工后,经过车削加工,再经过精密加工或组装,这一切都取决于必须检查的工艺质量保证和工件必须满足的要求。
测量机的高精确性也使ThyssenKrupp Rothe Erde能够验证齿轮的精细公差。以前的三坐标测量不够精确,而且对于超过2米的大工件来说也太小。“能够在测量机上测量6米的工件,给我们带来了非常大的好处,这将帮助我们获取更多新的机会,”Miller说。在过去,对于ThyssenKrupp Rothe Erde来说2米已经是一个极限,而现在2米甚至更大的工件对我们而言都能轻松应对。”
从毛坯件到轴承
1) 在Dortmund的ThyssenKrupp Rothe Erde工厂,钢坯首先被切割成钢板,然后进行打孔。在超过500℃的温度下,经过多次轧制,达到近似的尺寸和钢环形状。然后,钢环从Dortmund被运送至Lippstadt。
2) 在Lippstadt,使用特殊的旋转车床,钢环被加工成快速定位轴承。该过程从功能表面加工和轮廓加工开始,如滚动件的轨道。
3) 根据快速定位轴承所使用的位置,可能需要增加齿轮装置。根据模块、形状等的质量要求,齿轮装置采用不同的制造方法,如采用滚齿和插齿。
4) 为了转移所产生的较大的作用力和压力,环的轨道必须部分进行硬化处理。
5) 在另一个步骤中,进行钻孔加工,在必要的情况下还需加工螺纹,随后用于将快速定向轴承拧到客户的装置中。 整个加工过程中需要精确的钻孔坐标、符合客户和精确的公差要求、确保在客户现场或施工现场的零部件装配浑然一体。
6) 根据轴承形状,使用精密的加工方法,如研磨或硬车削,精确校准两个或更多的钢环。
7) 装配工人将各个环与滚柱和其他部件组装在一起形成一个成品轴承。这样就形成一个由凸耳、支撑和定位环组成的滚子轴承。

(蔡司工业测量)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


