发那科弧焊机器人在生产中的应用
焊接机器人最适合于多品种强劳度高质量生产方式,。在叉车制造业上,目前机器人焊接的普及率还是处于较低水平,但也开始慢慢向机器人自动化生产发展。比如叉车的后桥、左右油箱、门架滑块、门架等主要部件,均可以使用到机器人来完成焊接工作。焊接主要以搭接、角接接头为主,焊接质量要求相当高,其质量的好坏直接影响到叉车的安全性能。应用了机器人焊接后,大大提高了焊接件的外观和内在质量,并保证了质量的稳定性和降低了对操作工的技能要求、劳动强度,改善了劳动环境。
从总体方案的制定伊始,我们就综合考虑到机器人焊接系统一定要柔性化,人性化,高效率,高质量。
机器人柔性化焊接系统在结构上主要由两部分组成:机械系统和控制系统。机械系统包括机器人工作房、机器人本体、机器人外轴回转台及机器人周边设备等;控制系统可分为机器人控制系统、人机界面等辅助单元。
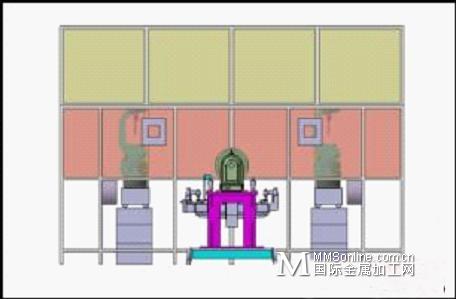
1.机器人工作房
机器人工作房的布置及主要部件如图1所示,工作房外形为长方形,房间由铝合金型材加防弧光PET板搭建而成,其中遮光板上中下三层为不同颜色,起到美观及防弧光作用。工作房为全封闭房间,工作房外侧安装有弧焊专用的除尘器。工作房的门帘为电动快速门帘,可以快速开启或关闭,焊接时防护光门帘自动关闭,焊接完成后自动打开。
焊接房外侧有一个触摸屏操作箱,可以对系统进行设置和操作。另外,还有一双手启动盒,用以操作焊接夹具盒启动机器人进行焊接工作。
2.机器人本体
我们采用的FANUC系列焊接机器人是标准的六轴机器人,具有六个自由度,理论上可以达到运动范围内的任意一点,其臂展范围分别为1373mm和1632mm,配以宾采的焊枪,足以满足本系统的需要。另外,叉车油箱等工件的焊接对机器人轨迹的重复定位精度有一定要求,一般应小于0.5mm,而该机器人可达到0.08mm,可以满足生产需要。此外,对设备的自动化程度和零件生产节拍有近乎苛刻的要求,FANUC机器人2000mm/s的直线速度可以大大减少机器人轨迹中空行程所浪费的时间。机器人本体外形如图3所示。



其中,FANUC最新款的中空手臂机器人,它的性能相比老型号机器人有了很大提高,更适合高强度焊接作业。它和林肯电源PW i400的完美结合,大大缩短了安装调试时间,方便维护。
FANUC 弧焊机器人和林肯焊接电源PW i400之间通讯采用ArcLink XT通讯,为全数字通讯。相比其他焊机,同样焊接速度的情况下,一道焊缝的焊接时间可以节约大约0.4秒时间,正因为其采用了ArcLink通讯协议。
3.机器人外轴回转台
外轴回转台采用FANUC标准的2轴变位机,其负载能力为500kg,足以满足叉车后桥、油箱的焊接需求。变位机的回转翻转完全由机器人来控制,在焊接时可以和机器人来协调焊接,保证焊接质量。

4.焊接夹具
\ 在叉车焊接的系统中,最主要的是焊接夹具部分。因为考虑到叉车型号的多样性,其零部件必然也是多样性的。为了厂商成本考虑及生产效率考虑,我公司设计的夹具可以适用多种不通型号工件。这样,一来减少了厂商对焊接夹具的投资;二来减少更换夹具的时间,提高生产效率。

其中,一副油箱焊接用夹具可以适用3种不同型号油箱的左右油箱,共6种工件。一副后桥焊接用夹具,可以适用3种不同型号后桥。一套门架滑块焊接夹具可以适用22多种工件。
夹具的防错由硬件和软件来确保万无一失。硬件有不同的夹具头来对应不同的工件。软件方面有机器人通过接触传感功能来区分工件确认启动的程序是否是对应焊接的工件。其原理是利用工件大小的差异性,机器人做接触传感时所行走的距离大小来区分工件。这样的双保险可以万无一失的确保程序运行的准确性。
5.电气控制部分
\整个工作站的控制都是由机器人控制箱来完成,利用了FANUC独有的PMC功能来实现逻辑运算,起到PLC的作用而不使用硬件PLC,大大降低的系统成本。此外,FANUC R-30iA控制柜可以直接和触摸屏HMI相联接配合使用,可以直接访问到机器人控制柜里的数据,比如寄存器、位置寄存器、I/O、甚至机器人的错误信息都可以实时的显示在触摸屏上。这样,可以让操作工在触摸屏上读取信息,而不通过示教器。

声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


