水溶性切削液在机械加工中系统的统筹维护
在机械加工过程中,应用到水溶性切削液,俗称冷却液,其主要作用是对工件进行冷却、润滑、清洗和防腐。一般按组成分为乳化液、半合成液和合成液。长期以来,切削液应用过程产生的废液成为影响节能减排、解决环境卫生问题的关键。在解决切削液的环境卫生问题方面存在三条路线:第一条路线是彻底摒弃切削液,采用干式切削技术,其中包括冷却风切削、吹氧切割及液氮切割等;第二条路线是改造传统切削液,将其负面影响降低到最小程度,使之成为环境友好的,并能被保护生态环境的法规所接受;第三条路线是采用干式切削技术,主要指微量切削技术。有鉴于此,我们对切削液的应用过程进行研究,提出了切削液的统筹维护方法,使切削液在使用过程中不集中排放废液,向零排放更接近一步。
常规切削液维护方案
一、 切削液的浓度
从切削液生产商出厂的产品,被称为原液,进入到生产现场后,需要用水稀释到一定的比例后才能使用,一般生产现场称这种稀释的液体为切削液。原液在应用切削液中所占的百分比称为切削液的浓度,切削液的浓度范围一般在5%~10%,在切削液质量稳定而加工要求不高的情况下,如某些粗加工过程中,有要求3%的,而在加工要求高,特别像拉削加工需要极压性高、MAPAL刀具加工需要润滑性高的情况下,切削液的浓度可能要求达12%~14%。切削液的浓度检测方法一般是折光法、碱值测定法。
切削液应在一定浓度下使用。若在不适当的浓度下使用,不仅不能发挥其应有的效果,而且会引起各种各样的问题:使用浓度过高不仅引起成本提高,而且容易发泡、引发皮炎、降低冷却性能,还可能因杂油的混入形成淤渣,造成切削液混浊和过滤器堵塞等;相反,如果使用浓度太低,首先容易产生的问题是防锈性能不足而引起锈蚀、润滑性能不好而导致刀具磨损增加、加工质量变坏等,然后是促进微生物滋长、工作液早期腐败。工作液浓度的变化往往是加工性能和理化性能下降的直接原因。所以,保持规定的浓度是水基切削液管理的重要环节。
二、 常规切削液维护流程
(1)新液配制。混配液:如果原液的自身的乳化性能好,只要把一定量的原液加入到稀释用水中,充分搅拌均匀即可得到均匀的乳化液,需要注意的是,配制乳化液时,需要将原液加入到稀释水中,如果反其道而行之,将稀释水加入到原液之中,在有些特殊情况下(如在较低温度下),可能生成胶状物质,之后很难再溶解开来。
在具体的工业应用中,一般是先将切削液原液通过混配器混配成一个较高浓度的混配液。在没有混配器的条件下,可以在一个容器中加入一定量的水,再加入原液,需注意加入原液时务必、稳流且缓慢,边加入边用工具搅拌,使原液充分地与水混合。切记,不可将水加入原液中,只能是将原液加入水中。
微乳液和全合成液的配制,由于其本身是水溶性的,液态的原液本身就含有一定量的水,较易溶解,稀释过程较简单,但也要遵循将原液加注到稀释用水中的原则。
混配液加注:混配液制备好以后,根据系统要求浓度和容量计算出混配液的加注量,再将混配液加注到液箱中。加注前一定要保证液箱清洗干净,有条件的情况下,可以用专用机床清洗剂或低浓度的切削液进行清洗。
液体调整:加注的混配液浓度较高,不能达到容积要求,这时需要补水。补充的水可直接加入到液箱中的混配液中,以达到液箱容积要求为止。切削液在调整时,要进行系统液体的循环运行,使液体处于流动状态,以使切削液混合均匀。这个循环过程的时间要根据系统的循环流量确定,一般不少于2h。
(2)日常加注。在切削液的使用过程中,浓度会逐渐下降,需要定期进行浓度检测,检测方法一般是折光法或滴定法,依据检测的浓度结果与要求的浓度控制要求对比,计算出需要补加的原液的量,再折合成混配液的量,做出补加计划进行加注。
(3)系统清理。当切削液使用到一定时间以后,液体中的杂质含量会增加,主要是加工过程中产生的细小颗粒、切削液本身的生成物、导轨油和液压油等的泄漏及水中带入成分的沉积等。这些杂质或悬浮在液体中,或沉积到箱底、箱壁或在机床的内表面。特别是悬浮在液体中的杂质,能影响到液体的化学指标,影响到切削液的润滑性、清洗性和防锈性,沉积的杂质能引起细菌和真菌的孳生。大颗粒的杂质会影响到工件的表面粗糙度。现在的切削液系统,一般都带有液体净化装置,如网式过滤、沉淀、离心分离、磁分离和网布过滤等。但其中的细小颗粒和悬浮杂质不能全部净化去除,而在液体中积累。所以要定期进行系统的清理,以去除系统的杂质。
常用切削液系统清理步骤如图1所示。

(4)换液。当切削液使用到规定寿命后,冷却、润滑、清洗和防腐性能下降,现场应用中可能发生如下情况:切削液的外观变化,有变黄、变黑的,也有变混浊的,总的说液体失去其本来的光泽。切削液各种控制指标波动大:浓度变动大,pH值下降,细菌和真菌高发,防锈性下降,若进行攻丝转矩或四球试验,试验结果可能发生突变。加注需求量明显增加,加注量增大而相应指标不同步变化。加工质量变化,特别是工件表面粗糙度和刀具寿命发生变化。
这时要及时换液,以防切削液突然恶化,影响正常的加工过程。常用切削液换液步骤如图2所示。

三、 切削液的消耗
(1)加工中的切屑带出。在加工过程中,切屑的排出依赖于刮屑链、滤纸和滤布等,在这个过程中,切削液会被带出到切屑箱。这部分液体从切屑中沥出后一般是按废液处理。对于集中冷却的大系统,也有设计专用的回用装置,通过净化处理后返回到系统中应用。
(2)加工中的蒸发。加工过程中的切削液,由于加工热量、液体流动和加压泵等原因,温度升高,使切削液蒸发加快,特别是利用了烟雾收集器后,汽化的切削液会被当作加工烟雾排出。
(3)加工中的有效成分消耗。刀具与工件作用时,作用部位产生局部高温,切削液中的相关成分,如有些极压添加剂等被消耗,产生切削液浓度的下降。
(4)到使用寿命后的换液。切削液寿命到期前要进行切削液的更换,是集中消耗。原用液体全部作为废液处理,系统排空后完全配加新的切削液。
(5)切削液原液的消耗量。以一条年产量为20万台的发动机缸盖生产线的统计为例,每年更换一次冷却液的原液消耗为4?200kg,每年加注的混配液中的原液量为34?440kg。可以看出,主要的切削液原液消耗是日常加工过程消耗,而不是换液消耗。换液过程消耗量只占总消耗量的11%。
四、 切削液性能变化
(1)切削液使用寿命确定。项目期,依据切削液供应商的经验推荐确定。正常生产阶段,依据液体状态变化趋势、生产产量和生产停机时间确定。优化阶段,依据历史经验、日常检测分析和加工工件变化状态等,合理优化切削液的更换周期。
(2)切削液的性能变化可分为几个阶段。一般按切削液使用时间顺序,将切削液的性能变化分为四个阶段:新液阶段、正常维护阶段、清理后维护阶段和换液前维护阶段。清理时机,一般在使用寿命一半的时间;换液前维护阶段,有时需要适当增加切削液的浓度,如整体提高控制浓度1%或按上限控制等;在加工条件较差的情况下,如高温、高湿等环境中,在换液前维护阶段还要增加防锈剂、杀菌剂和pH调整剂等添加剂。
切削液统筹维护方案
1. 基本原理
当一个系统的切削液使用到一定的时间(如使用寿命的一半)后,将其做为补加液分加到其他系统,而本系统配制新液。这样既保证了各系统的添加混配液良好,也使各系统都在一定的时间之内换液。前提条件:一是冷却液抗菌性和稳定性良好,二是切削液的消耗主要是日常添加混配液,换液消耗原液量占总消耗量的比例小于20%,结果是液体随着使用过程消耗掉,而不产生集中排放的废液。
2. 技术研究的特点
在保证常规切削液性能和有效的过滤技术的基础之上,进行切削液应用过程的研究。在切削液的应用过程中,切削液主要是被加工过程消耗掉,而没有被集中排放掉。
3. 实施过程
(1)划分切削液系统统筹维护单元。统筹维护单元划分原则:切削液型号相同、切削液系统容积相近、加工工件材质相同、设备的位置相对集中。
(2)实施步骤。以每个统筹维护单元为维护单位。对于每一个切削液系统,使用到一定时间后,进行切削液的更换。原用液不排至污水站,而是进行净化处理,之后,作为混配液加注到同一维护单元的其它系统中,而本切削液系统配制新的切削液。
清洗系统用液,可以配制一个低浓度的切削液,如1%~2%切削液。清洗后也经过净化处理,与原用切削液都作为混配液补加到同一维护单元的其他它系统中。清洗过程使用低浓度切削液是为了增加清洗效果且增加防锈性、降低泡沫的产生。清洗过程不加入机床清洗剂。
冷却液和清洗后的液体的净化处理,一般可采用如下方法:①沉降法。在容器中放置一定时间,撇除上部漂浮杂质,去除底部颗粒杂质。②离心法:去除密度大的颗粒和密度小的油类。③过滤法。用滤纸或滤袋过滤其大颗粒的杂质。
4. 实施案例
某汽车发动机厂的一条缸盖加工生产线,共有加工中心28台,采用单机切削液供液系统。常规方案如图3所示:
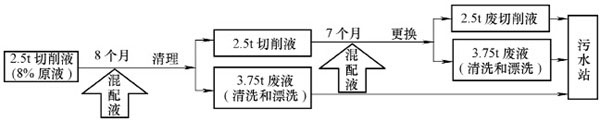
图 3
统筹维护方案如图4所示:

图 4
方案实施过程对比(见表1):
表 1

五、 效果
(1)项目效果评价方式,如表2所示。
表 2

(2)实施效果总结。① 切削液技术指标评价:浓度每天检测,指标变化平稳;pH每天检测,指标变化平稳;抗菌性每月检测,没有细菌和真菌的发生;防锈性每月检测,指标平稳,在控制范围之内;硬度每周检测,指标有增加趋势,原因是添加的自来水硬度较高,但不影响切削液性能。若使用RO水,硬度指标会更加平稳。②切削液成本费用评价。按换液费用所占比例计算,切削液的费用节约约为10%。③废液减排评价。按切削液的换液过程统计,每次换液清理时,会有较脏废液的排放,如液体表面含有浮油的液、液箱底部沉积物中的液以及进行切削液再生处理时排出的废油液,这部分废液约占被处理液的10%~20%,即换液过程排放的废液减少80%。
结语
将各切削液系统划分维护单元,按各维护单元进行切削液的统筹维护,切削液质量保持良好,生产加工正常。整个切削液的维护过程切削液消耗量下降,同时极大地减少了到期切削液的集中排放。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
