2015年度盘点:孔加工刀具十大利器
2015年,世界各地的金属加工业都需要速度更快、精度更高、更耐用的孔加工刀具,使用这样的刀具能收获更高的品控标准。众多刀具优秀供应商通过技术创新,纷纷推出了多系列革命性针对性孔加工产品,通过采用前沿工程技术解决方案帮助用户提升盈利能力,持续提高其在金属切削加工中的效率。在2015年,刀具优秀企业都有哪些创新的孔加工产品脱颖而出呢?在这辞旧迎新之际,让我们一同来盘点吧。更多创新切削刀具敬请阅读:2015年度铣削刀具十大利器,2015年度盘点:车削刀具十大利器
山特维克可乐满CoroDrill 880刀体的改进和新刀片材质带来更长的寿命

增强型CoroDrill® 880钻体刚性比前代产品提高了30%,可用于钻削深度为4至5倍钻头直径的应用。能够为您带来更加可靠的钻削加工体验和更好的孔质量。CoroDrill 880在加工大多数材料时都具有高性能。通过增强型钻体以及中心刀片采用Step Technology™阶进技术的全新刀片材质,您在加工中将看到逐步平稳的进刀、出色的切削力平衡和高效排屑等特性。
配备确保获得高可靠性、灵活性和加工安全性的可换式刚性刀夹,CoroDrill 880也可用于加工更大的孔。
应用
CoroDrill 880的产品系列包括孔直径为12-84 mm (0.472-3.307英寸) 的标准产品解决方案以及孔直径最高为129 mm (5.078英寸) 的非标产品解决方案。这些钻头能够加工公差为H12-13的孔,并适合加工最高达5倍钻头直径的孔。
肯纳金属推出非对称直线镗削刀具

肯纳金属公司新推出的非对称直线镗削刀具可以提高加工稳定性,加工速度,以及镗孔质量,并降低保养及应用成本。
精度镗孔是许多重要零件加工的关键过程。发动机体内部多轴颈曲轴孔的精确度和粗糙度与功率输出和燃油效率有直接关系,曲轴孔的加工时间与发动机制造公司的效益也有直接关系。多种机械零件上的高精度孔的质量在实现零件性能指标方面起着关键性的作用。这些镗孔必须满足关键公差要求,但问题在于,高精度镗孔加工成本很高,并且耗费大量时间;小小的失误就可以导致昂贵零件的报废。肯纳金属公司因此推出了一款形状简单,非对称的直线镗杆刀具,这款创新型的产品受到用户的广泛欢迎。
伊斯卡推出HCP-IQ SUMOCHAM刀头

伊斯卡拓展了其大受欢迎的束魔变色龙钻(SUMOCHAM)刀头系列,推出极富突破性的新型几何形体刀头系列。先进的新式刀头诞生于伊斯卡颇具技术创新精神的研发部门,具有独特的凹弧面切削刃,能平缓渐进地切入被加工材料。经测量,这样的进刀降低了扭矩及切削力,显著提升了钻头的自定心性能,并由此提升了孔的圆度、直线度、同轴度及表面光洁度。此外,还能收获更高的尺寸公差等级。
新型HCP-IQ刀头直径范围为8.0-25.9mm,标准刀头直径按0.1mm递增,可用于钻深比达12xD的钻杆且不需要预钻孔,是先于铰削加工工序进行高精度钻削孔的理想选择。
瓦尔特致强系列 DC170钻头产品扩展新领域钻削
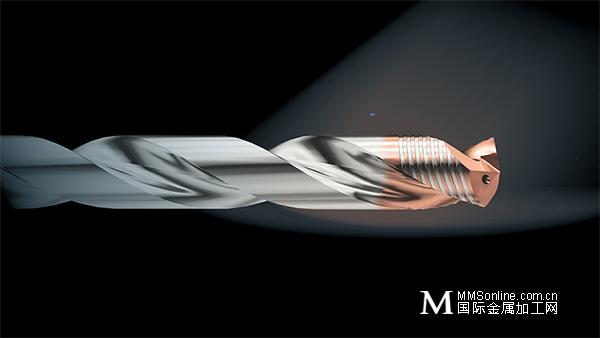
DC170 Supreme是一种高端钻头,是对常规设计的突破。由于其突出的刀具性能及革命性外观,它也被誉为“孔加工的标帜”。
这种钻头最突出的新特点是在钻头顶部古铜色的涂层和头部镶有径向刃带(radial land)。这种结构为刀具提供了连续支撑和导向,这就是将振动降至最低的原因。运行平稳,性能卓越,所以刀具始终保持精确定位。这些特征性刃带被凹槽分开,内冷孔流出的冷却液被引导到凹槽内。所以,整个钻尖得到360度的冷却。循环冷却的乳状液或切削油不但能带走切削热,而且可预防铁屑堵塞的风险。此外,采用这种独特设计,径向刃带可以承受的切削力面积比传统钻头要大得多。这使得DC170 Supreme更加坚固结实,在出口斜面或交叉孔时特别适用,因为这些场合的机械载荷上升很快。总之:所有这些全新的创新特点保证了优秀的加工可靠性及超长的刀具寿命,甚至还可采用最高的切削参数。
详细内容敬请阅读: 瓦尔特DC170硬质合金钻头技术与应用专区
山高PRECIMASTER™ PLUS铰刀——全新可浮动铰刀杆和径向可调铰刀杆

山高推出的两种全新刀杆设计可提供浮动和可调性,从而实现充分优化的高精度铰削加工。作为Precimaster Plus转位刀头铰削系统的接长杆,全新的PMX-FL和PMX-AD刀杆大大改善了孔表面粗糙度,消除了跳动量并纠正了偏差,并且无需使用专用刀柄。
山高全新的刀杆采用了适用于此类功能的紧凑内部系统,因而无需使用专用刀柄即可提供浮动和可调性功能。相比专用刀柄,新刀杆还可使铰刀更靠近机床主轴头,从而减少刀具悬伸量。
山高的内置浮动系统采用纯机械式,适用于静态和车床铰削应用,比其他类似刀具上使用的常见橡胶或合成橡胶技术更为稳定。此外,用于旋转应用的山高新刀杆上的内部调整系统在设计上采用了机械式,并借助六个螺钉来提供精准的设置,并将主轴偏差量有效地纠正到0.005mm以下。
详细内容敬请阅读:山高PRECIMASTER™ PLUS铰刀——全新可浮动铰刀杆和径向可调铰刀杆
欧士机WDO-SUS不锈钢和钛合金用硬质合金钻头

WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依旧实现稳定的加工和良好的工具寿命。其特点在于重现锋利性的切削刃从而能减少加工硬化、提高刀具寿命;新型的槽型设计可以将切屑细小分断;特殊的横刃设计能降低与加工材料的摩擦面积,从而减少横刃部发生的摩擦热量;使用了WXL涂层来抑制溶着并可以防止刀具的磨损;新型的内冷油孔形状能快速散去切削热量,同时增大冷却油的喷出量来提高排屑性。
更多详情敬请阅读:欧士机A-BRAND 丝锥、钻头技术应用及案例专题
株洲钻石新一代通用加工麻花钻:GD系列

GD系列
●优化的钻尖结构,切削性能更佳
● 直线型切削刃, 强度高
● 切削仿真与试验结合,综合性能更优
● 双刃带设计,提高了加工稳定性
应用范围:
通用性强,能实现对P 类( 钢)、M 类( 不锈钢)、K 类( 铸铁)等多种材料的高效加工。
更多内容敬请阅读:株洲钻石携新品闪亮亮相CIMT2015
京瓷高性能模块化钻头DRC型

产品特点
自动锁紧构造高刚性
中心自动定位构造切入顺畅
多重螺旋构造顺畅的排屑性能
直接冷却构造使刀头前角面直接供给冷却液
加工直径在Φ7.94~Φ25.5的模块化钻头。凭借4个独创特点,在高速、高进给加工中实现提高生产效率与降低加工成本。
金鹭D938普通钢加工麻花钻系列

为适应日益增长的普通钢孔加工市场需求,厦门金鹭针对汽车、工程机械、农用机械等行业,推出普通钢孔加工最新解决方案——D938系列普通钢加工用麻花钻。它适用于P类钢(≤48HRC)、K类铸铁的钻削加工。独特刃口处理技术,强化刃口强度,提高性能稳定性。新型AlTiN-nano涂层,刀具耐磨性优异。直线型切削刃,提高切削刃强度。可应用于曲轴、齿轮、连杆的加工。
详情敬请阅读:厦门金鹭盛装亮相CIMT2015
澳克泰转位钻头DU系列和DP系列

在可转位钻头产品中,澳克泰DU系列和DP系列的问世让钻削更加简单。DU是一款通用槽型,三角形刀片螺钉夹紧具有良好的稳定性和孔精度,钻头直径可选范围17.5-55mm,适用于加工刚、不锈钢、铸铁、铝合金及难加工材料,具有较好的排屑性能,刀片采用PVD涂层,钻头的内侧与外侧可使用相同的刀片,尤其在不锈钢叠板加工时非常理想。DP槽型则是一款用于P/K材料的浅孔和高速加工高效钻头,方形刀片、坚固的钻头和增强的槽型可获得较好的直线度,螺旋槽具有优越的排屑效果和较高的孔精度,钻头直径可选范围15-45mm,适用于钢件、合金钢、不锈钢及难加工材料的加工。
(国际金属加工网 串爱国)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈






