哈斯马格紧凑型CU磨床性能突出 完美应对复杂磨削工艺
坐落于德国南部小镇 - 特罗辛根的哈斯马格磨床有限公司为磨削复杂几何形状的工件提供自由度很高的磨床。在CIMT2015展会上哈斯马格推出了全新紧凑型磨床Multigrind® CU,它是哈斯马格磨床系列继中型Multigrind® CA和大型Multigrind® CB磨床后的最小成员。
整序加工在复杂磨削工艺方面的战略重要性日趋提升。通过整序加工,厂商可以节省工序、提高精度、优化库存。特别是可以通过一次装夹磨削的几何形状复杂的工件, 例如,转位式刀片、异型刀片或者复杂回转类切削刀具便是几项应用实例。
德国哈斯马格磨床有限公司就是一家提供整序加工方案的磨床制造商。哈斯马格为客户的工件提供整套的交钥匙方案:包括软件包、磨削工艺策略、为客户工件量身定制夹具,甚至到自动化上下料方案。
去年推向市场的Multigrind®CU型磨床是磨削专家哈斯马格系列中最小的磨床。公司系列中的大型Multigrind®CB磨床可以使用直径达300mm的砂轮,对直径340至500mm之间的工件进行加工,中型Multigrind®CA磨床可使用直径达250mm的砂轮,对直径260mm以下的工件进行加工。这款小型Multigrind®CU磨床可以使用小于225mm直径的砂轮,加工工件直径达180mm。
CU型磨床不仅小巧紧凑,而且沿袭了哈斯马格公司其他两个较大机型的高刚性、高精度及柔性的特征。
CU与前任机型相比占地减半
全新CU型磨床与前任AF机型相比宽度减少50mm。两个冷却液容器被设计进了矿物铸件床身内,因此新机型的占地面积甚至不到前任AF机型的一半。另外,哈斯马格的开发人员成功地设计出集成于机舱内的简易上下料系统来代替配备在工作舱外的机械手。这样不仅结构更紧凑,还更经济合算。
紧凑设计也体现在新的操作、维护与上下料的理念上:磨床左右两翼不再设置维护与维修开口。这就意味着磨床左右可以并排放置多台设备以节省空间。工件装卸、砂轮装载以及操作在磨床正面进行,磨床后方则用于进行维修和检测工作。虽然设备小巧,但CU磨床的砂轮库根据选配的砂轮尺寸可以容纳9至14个刀位。这是前任机型容量的三倍。
紧凑设计还体现在数控轴排部的新理念上。在此,开发人员进行了特殊设计:搣哈斯马格不追求廉价制造或廉价购买,“哈斯马格磨床有限公司技术总监Thomas Bader如此陈述哈斯马格的信条,”我们更重视开发智能理念,既利用现有轴,发现并发挥他们更大的功能和灵活性。“
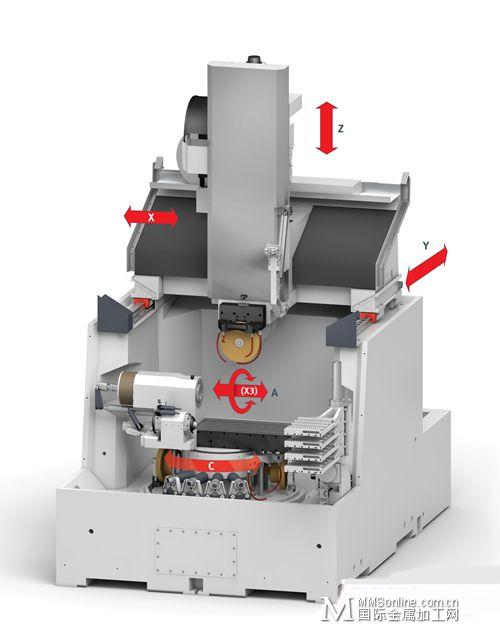
全新磨床中的轴位排列采用传统龙门设计,X、Y、Z轴位于工作台上方,Y轴行程位于机座侧方。用于工件旋转的A轴位于工作台上,C轴从上移至工作台下,并在此旋转机床工作台和位于工作台下方的砂轮库。安装在Z轴上的简易机械爪能在X、Y和Z轴方向移动,配合着集成料盘通过摆动把料盘送至工作台上方,再加上机械爪本身的摆动,使简易机械爪也可自由灵活地实现自动上下料。
Multigrind CU轴的理念
与两个较大型磨床系列相同,全新Multigrind® CU系列同样具有广泛应用性。得益于其紧凑灵活的结构设计,Multigrind® CU尤其适用于可转位刀片、异形刀片、钻头以及高精度非标回转类刀具的生产。
设计巧妙,已申请专利:哈斯马格砂轮库位于机床工作台之下。
新款Multigrind® CU机型: 宽度仅为1600mm,紧凑灵活,承载众多哈斯马格磨削技术。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
