联合磨削集团旗下伊瓦格EWAG数控刀片磨床—高度灵活的自动化
来自联合磨削集团旗下的瑞士伊瓦格(Ewag)的数控刀片磨床已经在德国贝西格海姆市(Besigheim)的高迈特(Komet)集团通过加工各种复杂的刀片得到了验证。例如,该设备在应对各种批量不同类型的可转位刀片上表现出色。

1、高效集成:五轴数控全自动化刀片磨床的设计着眼于将生产效率和灵活性完美结合。(图片:康拉德•穆克)
刀片,这些刀片广泛用于几乎所有的材料加工行业,如铸铁、铝、钢铁和不锈钢等,经济实用。切削刃的主要几何特征,如切削角、倒棱和后角,或者切削刃圆弧决定了机加工的质量。经过精密调整的几何特征使得该设备能够精确地监控切屑流以减少毛刺的形成,改善了加工部件的表面质量,并优化了机加工过程的可靠性。
这就是高迈特能够大量生产不同类型可转位刀片的原因。对于标准刀片和非标专用刀片,在快速运转和批量差别很大时必须 进行单独设计。来自贝西格海姆的工具制造商多数只有通过柔性加工才能满足这些要求。然而,为了能在像德国这样的高成本国家具有竞争力,制造同样必须富有成效并且经济划算。
举例来说,刃长为5到30mm的可转位刀片必须先进行磨削才能用作刀具。为了将固定成本降到最低,可以在每个订单为5-3000片的批量需求的基础上来实现。
如果要磨削几何形状的周边和断屑槽,高迈特以前依靠经过改造的专用磨床。但是,在当产品转产时,需要用大量时间和工作量进行拆装重置。此外,操作人员还必须对工作流程进行持续监控。由于这个原因,原来所用的这些磨床已经无法满足如今现代化、集约以及高生产率制造中对于高灵活性的要求。
周边断屑槽一体机
来自贝西格海姆的刀具专家同时认识到,瑞士伊瓦格公司的数控五轴刀片磨床Compact Line可以实现一次装夹完成刀片的周边和断屑槽加工,与传统磨床相比,工艺流程有了很大改进。为此,贝西格海姆的研磨制造负责人Timo Maier报告称:“我们已经拥有了瑞士伊瓦格公司研磨机床的多年的丰富经验。当然,我们也很高兴能够接受由伊瓦格对整 个磨削工艺进行设计,在保证可转位刀片的灵活性的同时还能保证高生产率。
来自伊瓦格公司的专家已经意识到在一台数控刀片磨床上用一个加工循环即完成刀片周边和断屑槽的组合加工具有多重优势。这样的话,整个工艺加工时间就能大大缩短。省去了磨周边和断屑槽之间的拆装时间。

2、通过快速更换碗形砂轮和成形的砂轮组合,数控刀片磨床可在很短周期内完成可转位刀片的周边和断屑槽的磨削。(图片:康拉德•穆克)
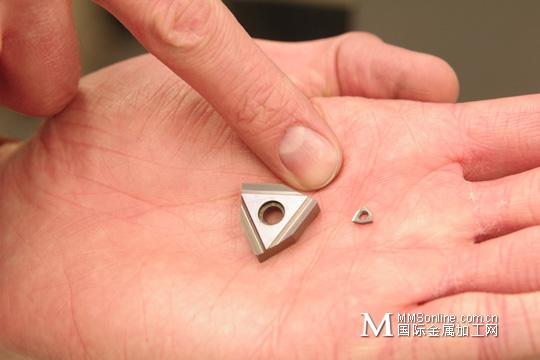
3、加工尺寸相差5倍:磨床的自动化系统和卡紧装置能够灵活地进行转换,以适应各种规格可转位刀片系列的需要。(图片:康拉德•穆克)

4、为无人值守生产备好库存:若干个存放坯料和已经加工好的可转位刀片的料盘被安放于料盘系统内。(图片:康拉德•穆克)
极其灵活的设置
为了在尽可能短的时间内以完全可操控的方式进行刀片产品转型生产,Matthias Moissl周边的生产技术专家提供了全部的工装套件。这些在生产各种刀片时需要的工装套件分放在一个塑料盒内。它们包括不同产品,机械手需要换装的抓手、磁性抓手、装夹用的不同规格的拉杆、夹座,以及在上下料时抓手测量站需要用的导向块和定位块。
采用HST系统有利于缩短更换砂轮的辅助时间。在砂轮主轴中,高迈特的五轴数控刀片磨床主轴可以安装根据需要由各种规格的大直径碗形砂轮和小直径成型砂轮组成的砂轮单元。大直径碗形砂轮磨削刀片周边,小直径成形砂轮则磨削刀片断屑槽。只需要按一下按钮即可更换磨削主轴上的砂轮组单元。各种砂轮可以简便快速地组成不同的砂轮单元。由于可转位刀片采用拉杆装夹系统,刀片的周边和顶部是全部开放的,磨削刀片的周边形面时可以从各个方向上切入,不受限制。这使得五轴数控刀片磨床Compact Line通过五个数控轴的直线或旋转运动快速磨削刀片的周边和断屑槽。
运用由伊瓦格开发的这种磨床理念,贝西格海姆的生产磨工在保证较高的生产效率的同时还保证了经济性,但另一方面,它还极其灵活。Matthias Moissl确认:五轴数控刀片磨床可以在极短的时间内恢复生产曾经编程生产过的可转位刀片。Bruno Brechbühl指出,“在伊瓦格的自动化系统中,机械手的控制器已完全集成到五轴数控刀片磨床的数控系统中。因此,程序员或操作者只需输入加工工件的参数,即可实现系统重置,即机械手用于该产品上下料所需相应的空间移动路线会自动生成。”这将极大简化磨床因为转产不同类型刀片而进行的重新设置。 从对于可灵活转换的、自动化数控磨床的设想到实现试运行再到员工培训,在伊瓦格只需和一名项目专家合作即可达成。正像Timo Maier所确认的那样,这简化了沟通,加速了工件自动化生产的实现。Maier总结道,“厂家的专家已经为我们设计出来了最适宜的理念。把我们缩短设置和加工时间的需求以及相关规范都考虑到了。磨削工艺在最高品质、经济性和工艺可靠性方面都做到了最优化。这款完全自动化的数控磨床可每周7天,每天24小时连续可靠运转。因此,我们获得了非常高的生产能力,比之前用经过验证的机器可能实现的产能都要高得多,而同时还能最大限度地减少工作人员并实现三班倒。”
一次装夹完成两种几何形状研磨也能提高工件的精确性和质量。“对于今天的优质数控磨床来说,只能磨削一种几何形状,比如只能磨断屑槽,实在是太不经济了。”Bruno Brechbühl在解释采用一种夹具进行整体研磨理念的其他原因时这样说道。他是伊瓦格的技术销售经理。他和他的同事数月前向高迈特介绍了伊瓦格最新的刀片磨削理念。
刀具制造商的专家们以及生产技术专家Mattias Moissl等表示完全同意。“产品系列在过去数年内已经发生了彻底改变,”Moissl解释道。“过去我们只能研磨少数几种不同的工件,今天,已经越来越倾向于磨各种不同的类型。为了经济划算地应对这种情况,必须使用先进技术,尽管乍一看,旧有的研磨理念在工件成本上好像更便宜。”
目前有多达500种各类的刀片(内径为3.9mm到10.5mm)必须进行磨削。为了达到所需数量,高迈特产品中心对切割材料的加工生产是三班倒。除了各种标准可转位刀片外,也要经常生产用户特殊定制的专用刀片。这些刀片不 仅具有特殊的几何形状、也有不同的规格大小,且还要求在最短的时间内完成每个订单仅有5-10件的批量生产。
带有机器人和料盘系统的完全自动化
这就是为什么公司在贝西格海姆投资了两台伊瓦格五轴数控刀片磨床。一台发那科(Fanuc)机器人负责装卸坯料和磨削好的工件。所附的料盘系统在无人监管的条件下进行数个小时的操作。
可转位刀片通过中心孔用一个拉杆定位在料盘上。放置毛坯和成品料盘的两个支架固定在料盘缓冲垫上。当刀片磨床上下料时,所需备用料盘向前移动至机械手工作区内的料盘更换转台上。机器人有三个抓手,具有可快速调换的抓手或磁性抓手。这样,上料时,机械手可将坯料定位在正确的进料角度,在 可转位刀片进行磨削的同时,在工作区对测量台上已经磨削好的工件进行检查。另外,在一个中间站上,它能从已加工好的刀片的中心孔拿出拉杆再将其插进坯料的孔。通过这个拉杆,数控磨床可紧紧地又灵活地将可转位刀片通过一个紧固杆-类似于一个HST夹具系统-固定在卡盘中。

5、通过三个机械抓手,内置机器手能够实现对坯料和已加工好的工件的抓取、运输、定位、转向、测量/检查,并且能够转换锁紧拉杆。(图片:康拉德•穆克)

6、实现了灵活性和生产效率之间的平衡(从左到右):Matthias Moissl(高迈特技术专家)、Bruno Brechbühl(伊瓦格销售经理)、Gökhan Palabiyik(操作员)和Timo Maier(高迈特磨削生产负责人)(图片:康拉德•穆克)
康拉德•穆克是德国施鲁赫湖的一名自由专家记者。info@(暂不可见)
制造商
瑞士伊瓦格机床(EWAG AG)
地址:瑞士埃齐肯(CH-4554 Etziken)
电话:+41 32 6133131
(暂不可见)
用户
高迈特集团有限公司
地址:贝西格海姆(D-74354 Besigheim)
电话:+49 7143 373-0
(暂不可见)
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈


