四轴运动控制器在平板切割机上的应用
在机械加工过程中,板材切割常用方式有手工切割、半自动切割机切割及数控切割机切割。手工切割灵活方便,但手工切割质量差、尺寸误差大、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。数控全自动切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。
本文介绍的是众为兴公司研制的由MC4140CUT四轴运动控制器控制的全自动平板切割机控制系统,其中样机为奥科公司生产的平板切割机,控制器为众为兴公司MC4140CUT四轴运动控制器。它实现了平板切割机的自动控制,适应了材料切割的自动控制的需要。整个控制系统的实物图如图5.1所示。

1 系统构成
整个系统的框架原理图见5.1.1。
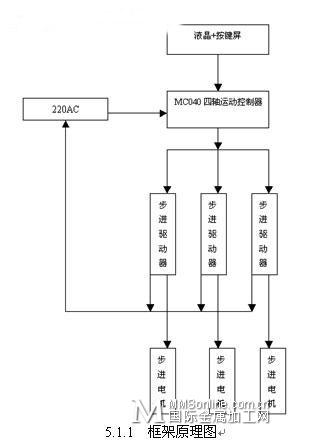
对于控制精度要求不大的平板切割机,系统采用步进电机实现。利用MC4140CUT四轴运动控制器实现时,控制系统构成: MC4140CUT四轴运动控制器,步进驱动器Q2-BYG403M,56BYGHM611A二相混合式步进电机。
(1)控制器采用的四MC4140CUT,液晶+按键屏,128X64点阵图形液晶显示屏 256M超大容量存储空间;该控制器是整个系统的“大脑”,整个系统的反应速度,加工精度,灵活与敏捷程度都取决于控制器输出的脉冲频率与周期等模拟量,而这些模拟量最终取决于控制器本身。所以,它是控制系统的核心。
(2)步进驱动器是整个系统的中间环节,驱动器的好坏是系统性能好坏的决定性因素之一。文中讨论了采用众为兴生产的Q2BYG403步进驱动器实现该系统。
(3)步进电机也可以采用众为兴的实现,文中采用56BYGHM611A实现。
控制器内部是由四块集成芯片组成,电源控制集成芯片,ARM工控主板,运动控制集成芯片和显示器集成芯片,前三者的关系是:ARM工控主板为核心板,相当于“大脑”它控制运动控制集成芯片,而这里的电源控制芯片是为它们提供电源的。
(1)输入输出板是提供控制器与外界设备的接口的集成电路系统。这里集成了输入/输出接口,USB接口,串行接口等等。
(2)电源板用于将220V交流电转化为控制器可以接受的电源范围,一般为5—12V。
(3)显示器集成电路板用于集成包括显示器驱动器在内的显示器驱动电路。
(4)主控板,自不必说,是整个控制器的核心主板,它上面集成有很多芯片,包括ARM主控CPU,两片扩展的FLASH,CPLD,一片SDRAM等等。正是这些电子IC器件,构成了控制系统的控制部分,即整个人工智能系统的“大脑”。
系统构成与控制原理图如图5.1.3所示。
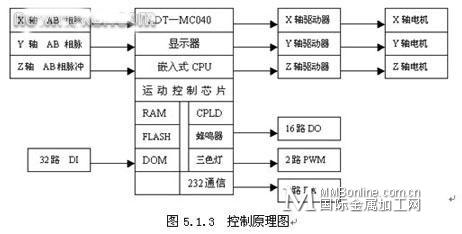
(1)显示器,这里采用按键屏,控制器内部显示器板集成电路板上集成了按键屏驱动电路和驱动器。
(2)嵌入式CPU,MC4140CUT四轴运动控制器内部集成了ARM主CPU芯片,采用ARM7TDMI为内核的ARM主CPU,其内部资源很丰富 ,包括有UART,DMA,BDMA,看门狗定时器,ADC,JATG接口,LCD控制器,中断控制器,ⅡC总线,ⅡS总线,SIO总线。RTC实时时钟,通用I/O等资源。
(3)DSP专用运动控制芯片ADT-MC814,控制器采用四轴运动控制专用芯片,此运动控制芯片ADT-MC814中集成有中断/指令/处理模块和线性,圆弧,位模式三大插补控制模块。运动控制的指令经过ARM主CPU发出后,由此模块经过处理发送相应的脉冲给电机驱动器以驱动电机运转。
(4)RAM,ARM主CPU集成有8/16KHZ的RAM,但是它不能满足系统运行大型程序,存储特别是由于运算和RTOS的多任务调度以及文件系统的运行都将产生大量的堆栈、全局变量和局部变量,而且由于系统内置软PLC的运行也将占用一部分RAM空间,所以必须扩展一个RAM,此芯片外部扩展了一个8M的SDRAM。
(5)CPLD,该控制器外部集成了CPLD用于存储数据,该CPLD内部集成了32个通用逻辑单元。用于存储控制信号和数据等信息。
(6)FLASH,控制器主控板上集成了两片FLASH,一片2M的NOR FLASH,一片256M的NAND FLASH,主要用于存储系统运行所需的程序代码,语言字库,需要断电和长期保存的系统参数,软/硬件限位参数等等。
(7)DOM全名DISK ON MODULE,泛指IDE电子硬盘,由控制单元(Controller)和存储单元(FashIC)组成,简单的说就是用固态电子存储芯片阵列而制成的硬盘,可以使用PC机直接输入程序,数据,也可以通过控制器输入程序,数据。
(8)RS232通信,RS-232C(Recommended Standard-RS)串行接口是计算机与外设之间以及计算机与测试系统之间最简单、最普遍的连接方法,采用25线连接器。其最高的单向数据传输率为20kbps,此时的最大传输距离为15米。适当降低速率,其最大传输距离可达60米。但它只是一对一的传输,仅用于简单或低速的系统,这里用于PC机和控制器之间的串行接口。
其中ARM工程主板采用嵌入式结构,是ARM7系列嵌入式CPU,内核为ARM7TDMI。
ARM处理器的三大特点是:耗电少功能强、16位/32位双指令集和众多合作伙伴。ARM商品模式的强大之处在于它在世界范围有超过100个的合作伙伴。ARM是设计公司,本身不生产芯片。采用转让许可证制度,由合作伙伴生产芯片。
当前ARM体系结构的扩充包括: 为了改善代码密度,采用Thumb 16位指令集; DSP应用的算术运算指令集;Jazeller允许直接执行Java字节码。
ARM处理器系列提供的解决方案有:无线、消费类电子和图像应用的开放平台;存储、自动化、工业和网络应用的嵌入式实时系统;智能卡和SIM卡的安全应用。
ARM处理器本身是32位设计,但也配备16位指令集。当前有5个产品系列——ARM7、ARM9、ARM9E、ARM10和SecurCore。
ARM7系列是优化了用于对价位和功耗敏感的消费应用的低功耗的32位核,具有:
1. 嵌入式ICE-RT逻辑;
2. 非常低的功耗;
3. 三段流水线和冯•诺依曼结构,提供0.9MIPS/MHz。
样机系统中的驱动器为奥科公司的M542系列驱动器,使用40VDC系列中的Q2BYG403可以进行代替,5.1.4为它的实物图。

具有特点:可驱动两相四、六、八输出线混合式步进电机;双极恒流斩波方式,斩波频率20KHZ;光电隔离信号输入,输入信号与TLL兼容;静止时自动减流,最大驱动相电流3.5A;电流方便可调,细分精度可任意选择;运行平稳,高加速特性;高速大力矩输出;过压、过流、过温保护;单脉冲/双脉冲控制模式选择。
可以用于封切机、剪板机、切管机、玻璃切割机、切带机、商标印刷机、数控钻铣机、钻孔植毛机、雕刻机、弹簧机、绕线机等需要精确定位的控制系统。
Q2BYG403细分可根据SW1的1、2开关设定,如表5.1—a所示:

设置相应的细分后,根据步进角可以计算出电机的转速,众为兴公司电机的步距角为1.8°,也就是说如果细分设定为A,则电机转速为(360/1.8)*A,就是200A分/转,例如,当细分设计为2时,电机转速即为400分/转。
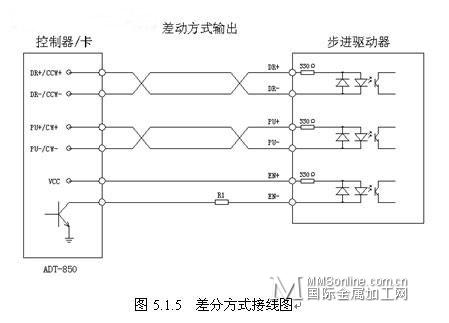
此步进驱动器采用差分式接线,其接线图如图5.1.5所示。
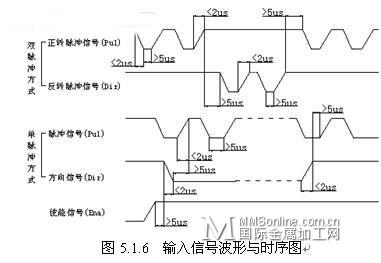
输入信号波形与时序如图5.1.6所示。
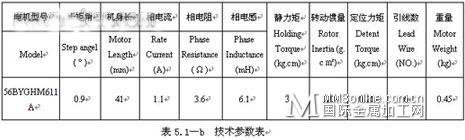
样机中步进电机为奥科公司产品M542系列步进电机,可以用众为兴公司的56mm系列步进电机56BYGHM611A替代,56BYGHM611A是众为兴生产的56MM系列步进电机的一种,技术参数见表5.1—b。
5.2 技术构成
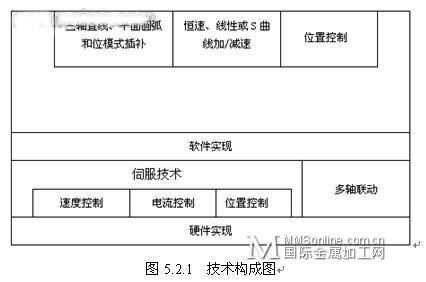
我们所关注的核心技术主要是系统控制部分的核心技术,此系统的控制部分包括MC4140CUT运动控制器,Q2-BYG403M驱动器。核心技术构成:自动加减速定量驱动技术,直线和圆弧插补技术,多轴驱动技术。图5.2.1是技术构成图。
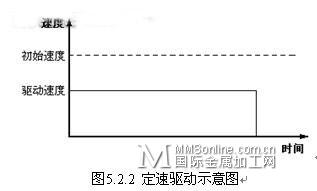
恒速驱动,即定速驱动,就是以不变的速度输出驱动脉冲。如果设定驱动速度小于初始速度,就没有加/减速驱动,而是定速驱动。当搜寻原点、编码器Z相等信号后如果立即停止的话,不必进行加/减速驱动,而是一开始就运行低速的定速驱动。做到定速驱动,下列参数应预先设定:范围,初始速度,驱动速度。定速驱动的示意图如图5.2.2所示。
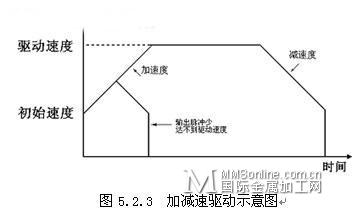
直线加/减速驱动是线性地从驱动的初始速度加速到指定速度。定量驱动时,加速的计数器记录加速所累计的脉冲数。当剩余输出脉冲数少于加速脉冲后,就开始自动减速。减速时将用指定的加速度线性地减速至初始速度。
为了直线加/减速驱动,下列参数需预先设定:范围R,以加速度A加速或者减速,减速度D加/减速度个别设定时的减速度,初始速度SV,驱动速度V。其示意图如图5.2.3所示。
MC4140CUT不仅支持对称直线加/减速驱动,而且它还支持非对称直线加/减速驱动,S曲线加/速驱动。
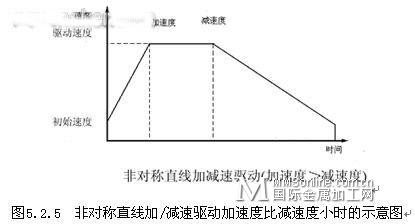
对于垂直方向移动对象物,有重力加速度的负担,所以在这样加速度和减速度不同的非对称直线加减速的定量驱动中,最好能够变更上下移动的加速度和减速度。此时可以运行自动减速,事先不用设定手动减速点。图5.2.4是加速度比减速度大的例子,图5.2.5是减速度比加速度大的例子。
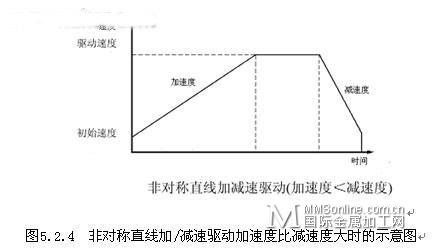
另外跟通常的直线加减速驱动一样需要设定下述的参数:范围R,加速度A,减速度D,初始速度SV,驱动速度V。
驱动速度加/减速时,可线性地增加/减少加速度以产生S型速度曲线,S曲线加/减速驱动的运行如图5.2.6所示。
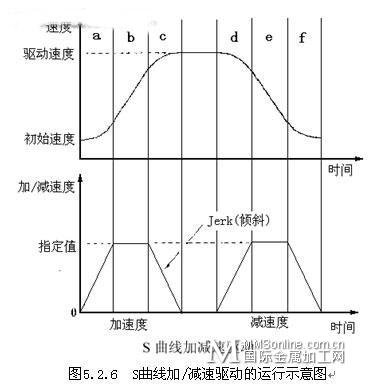
驱动开始加速时,加速度以指定的加速度增加率K从0线性增加到A。因此,这个速度曲线成为二次级抛物线(a区间)。加速度达到指定数值A后保持此数值,这时速度曲线是直线型的,速度在加速中(b区间)。目标速度V和当前速度的差值比随着时间的增加而减少时,加速度趋向0。减少率和增加率相同,指定的加速度的负增长率K线性地减少,这时速度曲线成为二次抛物线(C区间)。笔者定义这种部分时间加速度固定的加速驱动为S曲线加速驱动。
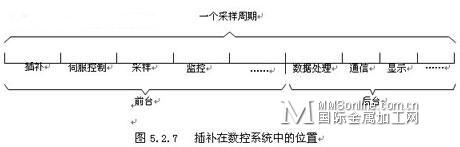
MC4140CUT内部集成了ADT-854运动控制卡,它支持2-3轴直线插补,圆弧插补,还支持连续插补。所谓插补,实际上是进行起点和终点之间数据点的“密化”。一般计算机数控系统均具有直线和圆弧插补功能,即插补出起点至终点之间各点的坐标值。
插补是计算机数控中最重要的计算任务。图5.2.7是插补在数控系统中的位置,插补计算又必须是实时的,即必须在有限的时间内完成计算任务。插补程序的运行时间和计算精度影响着整个CNC系统的性能指标。就目前普遍应用的算法而言,可分为两大类。
脉冲增量插补,即行程标量插补,比较典型的算法有逐点比较法和DDA(数字微分分析器)等。插补的结果是产生单个的行程增量,以一个个脉冲的方式输出。采用脉冲增量插补输出的数控系统,其进给速率主要受插补程序所用时间的限制。主要应用在以步进电机作为驱动元件的开环数控系统。
数据采样插补,即时间标题插补,比较典型的算法有二阶递归法和扩展DDA等。它是计算出插补周期内各个坐标轴的增量值,适用于交直流电机伺服驱动的数控系统。插补程序计算出增量值后,还需继续算出跟随误差和速度指令,输出给伺服系统。一般而言插补周期和位置采样周期一致,也可以不一致。典型的插补和位置采样周期为10ms,采用数据采样插补算法后,插补程序的时间负荷已不再是限制进给速度的主要原因,速度上限将取决于圆弧弦线误差以及伺服系统的特性。该直线插补和圆弧插补采用的就是脉冲增量插补中的逐点比较法实现。
直线插补和圆弧插补的功能已经在前述有所介绍,这里就不在赘述。
没有连续插补功能的控制卡,如果需要在上一插补点结束后继续下一插补,只能不断查询上一插补是否完成,然后输出下一插补的数据,如果上位机的速度较慢,或者上位机运行多任务操作系统,在两次插补之间就会出现停顿,会影响插补的效果,并且插补速度很难提高。ADT854卡带有连续插补功能,可以很好的解决这一问题,它可在上一插补未结束时,输出下一插补的数据,即使在很慢的电脑上,也可达到好的效果。连续插补是直线→圆弧插补→直线插补→…这样在每个插补节点之间不停地驱动。在连续插补驱动中,先读取连续插补的允许写入状态和插补驱动状态,如果插补未结束并且允许写入,即可写入下一插补命令。因此,在连续插补过程中从连续插补驱动开始至结束的时间必须长于设定下一个插补节点的数据和命令的时间。
MC4140CUT控制器中的ADT-854运动控制卡不仅支持上述插补功能,而且它还支持使用直线或S 曲线加/减速驱动(只可做直线插补)运行插补的功能。
在直线插补中可以运行直线加/减速驱动及S曲线加减速驱动减速,在圆弧插补、位模式插补中只能用手动减速的直线加/ 减速驱动不能使用S曲线加/减速驱动及自动减速
在连续插补中,只能用手动减速的直线加/减速驱动,不能用S曲线加/减速驱动及自动减速。在连续插补中,要事先设定手动减速点,此手动减速点设定在运行减速的最终节点上,并设定从X轴输出的基本脉冲的数值。连续插补时,先把减速设定为无效,然后开始插补驱动,在要减速的最终插补节点上,在写入插补命令之前,写入允许减速命令。开始最终插补节点的驱动时,减速才有效。从最终插补节点的开始计算主轴输出的基本脉冲数大于手动减速点的数值时,减速就开始。
比如从插补节点1至5的连续插补中,在最终节点5上用手动减速的话,有下述的程序。
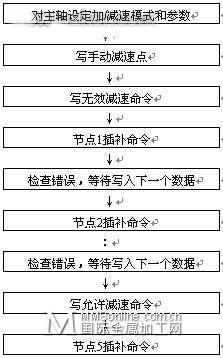
由从节点5 开始的X轴基本脉冲数的数值来设定手动减速点,比如假定减速化费2,000 脉冲,在节点5上输出的基本脉冲的总脉冲数是5000的话,手动减速点就为5000-2000=3000。开始至停止一定要在1个节点内运行减速,减速停止的最终插补节点需要从其X或Z轴输出的基本脉冲总数要大于在减速中花费的脉冲数。
它支持三轴联动,包括X轴、Y轴、Z轴,分别代表切割也位机的不同方向的运动,其中X轴代表刀台的前后方向的运动,Y轴代表刀位左右方向的运动,Z轴代表刀位上下换刀的运动。其实物图如图5.3.7所示。
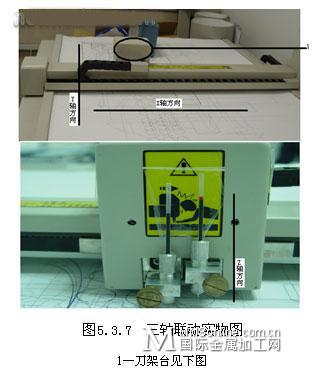
这里的切割机只是由来试验的,所以使用圆珠笔来代替刀具。由上图可知,刀架台在X轴方向,Y轴方向,Z轴方向的运动整体有机结合起来,完成一次对材料的切割任务。
5.4 功能与实现
在这里主要介绍一下它的换刀功能的实现,其刀架台内部结构如图5.4.1所示。

实际上,切换刀是由Z轴电机转动带动两个机械联动装置上下运动从而实现的,为了实现换刀功能,必须有传感器的信息反馈。这里的光电控制开关就是实现这一反馈功能的传感器,它可以实现速度信息的反馈功能。其实物图如图5.4.2所示。

工作台在X,Y轴的联动,Z轴两工具刀的互换,三轴独自运动,就像左右手的运动一样,相互协作,做为一个有机的整体,共同完成平板切割的任务。
5.5 结论
实际上,MC4140CUT运动控制器不仅适用于平板切割机控制系统,还有点胶机,四轴焊接机等等控制系统。好的运动控制器的选择有的时候可以使得整个控制系统达到很好的工作效果。众为兴公司的控制器产品并不追求高精度,豪华舒适的效果,但是,它可以满足大众追求实用性和价格低廉的要求。MC4140CUT就是这样的一种产品,它在TP3340的基础上做了适当的改进,增加了存储容量和部分插补功能,可以很好的实现一些对精度要求不高的控制系统,ARM嵌入式控制系统的使用使得自动化变的简单而又可行性高,使得机电一体化更加成为可能,使得工业自动化控制成为炙手可热的行业。实践证明,MC4140CUT四轴运动控制器在平板切割机上的应用,使得平板切割效率大为提高。难怪有人说,运动控制器带来了第三次工业革命。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈