黛杰QM铣刀--实现高效率半粗加工的最新刀具
【编者按】黛杰工业株式会社现在拥有六个日本国内工厂,一个美国工厂。以及中国上海、欧洲英国、东南亚泰国事务所。在20多个国家和地区设置了代理店。作为从原料粉末到成品产出一贯制专业硬质合金厂家,在日本具有第二大的规模。在日本整个工具行业中销售金额一直名列前茅。600多名在职员工生产着各种硬质合金,陶瓷,金属陶瓷,立方氮化硼CBN,聚晶金刚石PCD等材料以及这些材质的各种切削工具,硬质合金模具,特殊耐磨产品等。
在模具加工业,力求能更一步地缩短制作周期。近年来,随着机床小型化(BT40以下)地推进,如何在有限功率的粗加工中,提高铁屑的排出量成为课题。加工方法方面推荐小切深的高进给加工方法;刀具方面追求低切削阻力的多刃型刀具。
本文章,介绍小直径可换头式的QM铣刀,多刃化及低阻力刃型的采用,高进给完成粗加工的高效率加工;换成侧壁加工用刀片也可做半精加工,实现了刀具的集约化。
QM的特征
QM铣刀是一种魔头型的高精度小直径多刃型的可换头式刀具(图1)。刃数为:刀尖直径¢10/2刃、¢32/8刃的多刃型仕样。拥有独特断屑槽的机夹式刀片(高进给用)及高刚性・高精度的G-BODY刀体同全硬质合金刀杆‘顽固到底’(图2)的完美结合,有效地抑制了振动,低阻力的稳定加工实现了高效率化加工及长寿命化。不用说碳素钢、工具钢,甚至不锈钢、钛合金材、耐热合金及高硬度材(HRC55以下)的加工也完全没有问题。另外,使用侧壁加工用刀片亦可做半精加工刀具使用(一支刀具实现粗加工到半精加工)(图3、图4)。

切削性能测试 (1)
切削功率及加工效率
QM铣刀(MPM-4016-M8)及顽固到底(MSN-M8-20-S16C)的结合,与他社品做比较测试。测试刀具¢16/4刃。被加工材料S50C,刀具悬长50mm,Vc=120m/min,ap=0.3,ae=9mm,顺铣、风冷、f=2.0~5.6mm/rev,每次调整0.4mm的切削加工功率测试结果如图5所示。QM铣刀每种进给量,都比他社品的切削功率值低14~30%。另外,在上记比较测试中,f=5.2mm/rev时的金属去除量Q=33.5cc/min,主轴功率仅为0.93kW。

(2) 加工面精度
QM铣刀(MPM-4016-M8)及顽固到底(MSN-M8-20-S16C)的结合,加工S50C材料,测量侧壁的垂直度。加工参数:Vc=200m/min,f=0.2mm/rev,ap=5 mm*2刀=10 mm,ae=0.5 mm*20刀=10 mm,顺铣、悬长50mm。侧壁的垂直度(加工20刀后)的测量结果约为7μm(1~9mm测量),实现了20μm以下的垂直度(图6)。

加工实例
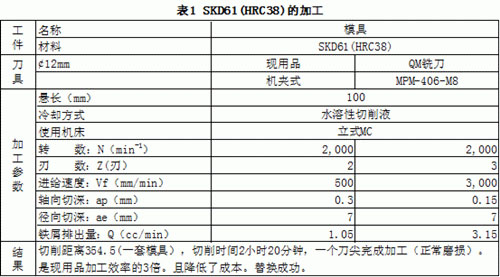
介绍模具粗加工中使用QM铣刀(MPM-3012-M6),改善了加工效率的实例(表1)。 与传统机夹式端铣刀(¢12/2刃)相比,切深虽只有1/2,但加工效率提高了3倍的高效率加工实例。QM铣刀虽直径小但刃数多,与顽固到底的结合有效抑制振动,提高进给速度,减低机床负荷,实现高效率高精度的加工。
总结
以上,介绍了QM铣刀的特征及性能。在模具制造中,通过切削加工提高生产效率、并更进一步的降低成本是非常有必要的。今后我们也会提供新产品及新加工技术,为实现高效率化、高精度化加工贡献薄力。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
