ELID镜面磨削技术综述
ELID(Electrolytic In-Process Dressing)磨削是在磨削过程中,利用非线性电解修整作用和金属结合剂超硬磨料砂轮表层氧化物绝缘层对电解抑制作用的动态平衡,对砂轮进行连续修锐修整,使砂轮磨粒获得恒定的突出量,从而实现稳定、可控、最佳的磨削过程,它适用于硬脆材料进行超精密镜面磨削。ELID磨削技术以其效率高、精度高、表面质量好、加工装置简单及加工适应性广等特点,在日本已较广泛用于电子、机械、光学、仪表、汽车等领域。我国以哈尔滨工业大学袁哲俊教授为首的ELID课题组于1993 年开始了对该项技术的研究工作,现已成功地在平面、内圆和外圆磨床上实现了多种难加工材料的精密镜面磨削。本文将介绍ELID磨削技术的原理、过程、特点及国内外的研究应用状况,阐述该技术在我国精密加工制造行业的广阔应用前景。
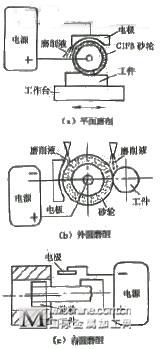
图1 ELID磨削原理示意图
1 ELID磨削的基本原理
ELID磨削原理如图1所示。金属结合剂超硬磨料砂轮与电源正极相接做阳极,工具电极做阴极,在砂轮和电极的间隙中通过电解磨削液,利用电解过程中的阳极溶解效应,对砂轮表层的金属基体进行电解去除,从而逐渐露出崭新锋利的磨粒,形成对砂轮的修整作用:同时形成一层钝化膜附着于砂轮表面,抑制砂轮过度电解,从而使砂轮始终以最佳磨削状态连续进行磨削加工。所以该技术将砂轮修整与磨削过程结合在一起,利用金属基砂轮进行磨削加工的同时利用电解方法对砂轮进行修整,从而实现对硬脆材料的连续超精密镜面磨削。
2 ELID磨削过程及精密镜面形成机理
ELID镜面磨削过程可分为准备阶段、电解预修锐阶段、在线电解修整动态磨削阶段和光磨阶段。准备阶段主要是对砂轮进行动平衡和精密整形,减小砂轮的圆度和圆柱度误差:预修锐阶段使砂轮获得适当的出刃高度和合理的容屑空间,并形成一层钝化膜:动态磨削阶段形成加工表面:光磨阶段则进一步提高表面质量。
ELID磨削去除材料的机理与其他镜面加工有所不同。通常的镜面加工是通过磨削、研磨和抛光来获得的。研磨和抛光是以柔性的研磨盘把磨料压在材料表面并产生相对运动,磨料借助研磨盘的压力以滚动方式使材料破碎,以滑动和滚动方式去除破碎后的材料。
而在ELID磨削中,一方面由于磨粒固着在结合剂中,对于单颗粒的固着磨粒而言,其有效磨削尺寸只有磨粒尺寸的1/3,磨粒主要以微切削的方式去除材料,所以造成的破碎区要小得多:另一方面,砂轮表面形成具有一定厚度和弹性且容纳有脱落磨料的钝化膜,成为一种具有良好柔性的研磨膜。精磨时,由于进给量很小,钝化膜的厚度远大于磨料的出刃高度,使砂轮基体表层磨料在磨削中不可能直接与工件接触,砂轮上覆盖的这层钝化膜将代替金属基砂轮参与真正的磨削过程。当电解作用完全抑制时,钝化膜对工件进行光磨。所以ELID磨削实际上是一种将磨、研、抛合为一体的复合式精密镜面加工技术,其中磨粒主要是以滑动方式去除工件材料的,如图2所示。
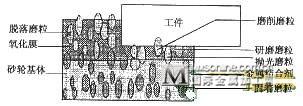
图2 ELID磨削去除硬脆材料机理示意图
3 ELID磨削技术的工艺特点
ELID磨削技术是对金属结合剂超硬磨料砂轮在线修整、修锐的复合磨削技术,它有别于电解磨削、电火花磨削,在精密加工领域独树一帜,具有自身的一些显著特点。
磨削过程具有良好的稳定性和可控性,易于实现磨削过程的最优化:
加工精度高,表面裂纹少,表面质量好:
适应性广泛,磨削效率高:
装置简单,成本低,推广性强等。

图3 ELID磨削用CIFB砂轮(粒度:W5)
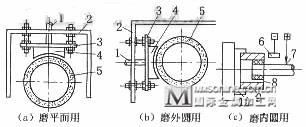
1. 喷嘴 2. 防护罩 3. 绝缘板 4. 阴极块 5、8. 砂轮 6. 电极 7. 电刷 9. 工件 10. 卡盘
图4 电解装置图
4 ELID磨削的必备装置
ELID磨削的必备装置主要有砂轮、电源、电解装置、电解液和磨床等五个要素。
ELID磨削对磨床的要求主要是要有较高的主轴回转精度。
ELID磨削用砂轮的结合剂应具有良好的导电性和电解性能,而结合剂元素的氧化物或氢氧化物不导电。目前常用的砂轮有铸铁纤维结合剂(CIFB)、铸铁结合剂(CIB)和铁粉结合剂(IB)的金刚石砂轮,如图3所示。
ELID磨削的电源可以采用直流电源、交流电源、脉冲电源等。
电解装置的主要部分是工具电极。磨床结构不同,工具电极的位置和形状也不同,如图4所示。电极宜用不锈钢制造,与砂轮的间隙控制在0. 5~1. 5mm范围内,而且应与机床充分绝缘。工具电极固定在绝缘板上,再用调节栓将绝缘板固定在砂轮防护罩上。电极上开有蓄水槽,电解磨削液采用中心送液法,依靠重力和离心力充满电极间隙。
ELID磨削液兼做电解液,一般采用弱碱性电解质水溶液。但结合剂和磨粒粒度不同,磨削液的主要成分也不同。磨削液对电解过程中形成的钝化膜的厚度、性质乃至最终的磨削效果都有重要影响。
5 ELID磨削技术的研究和应用
ELID磨削技术在世界范围内备受重视,许多国家和地区都展开研究,并取得一些成果。
ELID磨削技术在日本有“ELID磨削研究会”及相应的学术期刊《ELID研削研究会报》。日本有许多公司采用该技术进行生产或从事与该技术相关产品的生产开发与技术支持,如富士公司、Fuji 模具株式会社、新东工业株式会社等。此外,日本KURODA 公司、不二越株式会社还推出了系列ELID专用磨床。日本当前研究的重点是,在完善ELID磨削技术的同时,努力将现有技术尽快转化为实际生产力。这方面工作主要由日本的一些大学、研究所和企业共同开展。富士公司采用ELID磨削技术加工镜头,镀膜后直接用在望远镜、幻灯产品上,真正实现了光学镜头加工的以磨代研、代抛的工艺革命。日本东京物理化学研究所将ELID磨削技术应用于超精密数控加工,成功加工出光学玻璃和碳化硅陶瓷等材料的高精度非球曲面。
美国从该技术诞生之初就极为重视,不仅投巨资进行该技术的开发,还与日本进行该技术的交流与合作。据资料表明,美国在应用ELID磨削技术加工电子计算机半导体微处理器方面已取得突破性进展,在国防、航空航天及核工业等领域的应用研究也在进行。德国是最早研究ELID磨削技术的几个国家之一,在1991 年就有德国的机床厂家进行系列ELID专用机床的设计。此外,英、法等国对ELID磨削技术研究也达到相当的高度。
在亚洲,韩国很早就同日本开展卓有成效的技术交流与合作。此外,我国台湾等地区目前也在进行ELID磨削技术的研究工作。
6 ELID磨削技术在我国的研究现状及发展前景
ELID磨削技术在我国尚处于研究阶段,主要集中在高校,如哈尔滨工业大学、大连理工大学、西安交通大学、天津大学、西北工业大学等。哈尔滨工业大学经过几年的努力,研制成功了ELID磨削专用的脉冲电源、磨削液和砂轮,在国产机床上开发出平面、外圆和内圆ELID磨削装置,并对多种硬脆材料进行了ELID镜面磨削的实验研究。目前正积极推广普及该技术,实现产品化。国内已有十几家单位应用该技术,如230厂用于加工动压马达零件,23所用于相阵雷达互易移相单元陶瓷、微晶玻璃、铁氧体等航天材料零件加工,8358厂用于光学玻璃非球曲面加工,205所用于光学玻璃加工,华侨大学用于加工大理石,福建南安宏伟陶瓷厂用于加工陶瓷等。
尽管ELID磨削技术在我国的发展落后于一些工业发达国家,但是ELID磨削技术在国内的研究和应用基础已经具备。特别是该技术显著的特点,尤其适合我国国情。随着该技术的进一步普及推广,相信有越来越多的专家和学者认识到这项技术的重要性和它潜在的经济价值,越来越多的企业重视并采用该技术,从而促进我国传统产业的改造和高新技术的发展。ELID磨削技术作为一种新型的镜面加工方法,具有广阔的应用前景和很大的实用价值。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
