日本NT新开发的细身型液压刀柄PHCS
【编者按】最近日本NT公司开发了新的细身型液压刀柄PHCS,可以方便地在易干涉复杂零件的深部,用立铣刀、铰刀、钻头等加工,可以在五轴机床上用球头立铣刀等加工深部的曲面斜面等,引起业界人士关注欢迎。
刀柄夹持刀具的方式通常有;最常用的弹簧套筒式,结构简单精度较高平衡性好的热装式,夹持力大的侧固式,强力锥面滚针压紧式,精度非常高的振摆可调式等等。但各方面性能都较好,并且操作非常方便的液压式一直受到客户的欢迎。
以前在狭窄的零部件结构中,加工较深的部位,只好直接用长的钻头,立铣刀,铰刀等去加工,这类刀具,不但价格昂贵,而且刚性差,易于损伤。为此常推荐使用圆锥形细身的热装式刀柄,它的细身圆锥刀柄悬伸长度很长,故只需装上短的刀具即可。热装式刀柄夹持工件时,须先加热刀柄,需要有专门的加热装置,安装费时费事。且刚性和加工表面质量方面还是有所不足。最近日本NT公司开发了新的细身型液压刀柄PHCS,可以方便地在易干涉复杂零件的深部,用立铣刀、铰刀、钻头等加工,可以在五轴机床上用球头立铣刀等加工深部的曲面斜面等,引起业界人士关注欢迎。

分析其特点有以下几方面:
一、缩紧刀具的操作非常简单——液压刀柄夹紧刀具是利用巴斯噶原理,密闭容器中充满液体,体积变化和压强变化成正比。只要用六角扳手转动夹紧螺钉,使液腔体积减少,腔内压力增加,使液腔内壁向中心膨胀而锁紧刀具(图2)(图3)。无论是谁都能简单地用内六角螺钉扳手操作夹紧。热装式刀柄则必需有加热装置,加热冷却耗费时间,不慎还可能灼伤。

二、夹持精度高——PHCS型不是通过一处,而是通过均匀分布的两端支持夹紧,故夹持稳定夹持精度高,可达3μm(图3)(图4).和热装刀柄一样,都是靠夹持部分内壁向里收缩夹紧,没有像弹性套筒那样,一面收缩一面会向里运动,而致使刀具轴向位置变化,影响其轴向精度(图3)一般可能达到0.1左右。
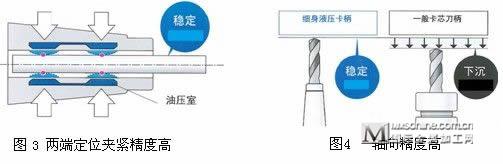
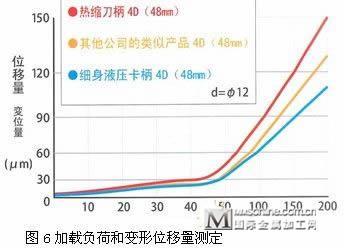
三、刚性较热装式高----如图4例,两类刀柄同时夹持d=Φ12的刀具,在悬伸4d=48毫米处,逐步加载 ,测得曲线,可见细身液压刀柄的变形位移量最小,刚性较高。这是因为它不像热装式,有可能做得较粗。

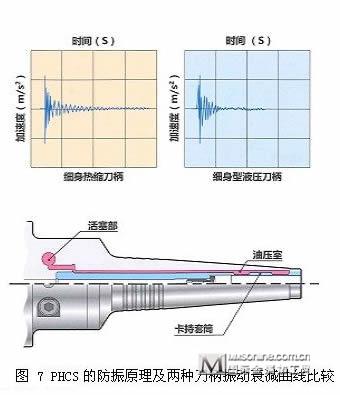
四、抗振性能加工表面质量比热装式高,也是各种常用夹持方法中最好的。因为它的夹紧刀具是通过液体介质。夹持刀具的套筒由整体高压油支持(图6),PHCS均布的油腔油液吸收了加工中的振动能量,使振动较快地衰减下来,从而产生防振效果。图6左部为两种夹紧方式振动衰减曲线的比较。图7为二者加工表面质量的比较。
五、精度能长期保持,使用寿命长还在于进行了特殊的防锈处理,此刀柄和机床主轴孔的连接有7/24的BT型(包括中空两面定位式的),HSK型等。由于表面的特殊镀层,减少了其间配合表面可能发生的粘结,有效防止了主轴的损伤,防止了刀具寿命缩短和加工精度的恶化。水溶性切削液也可以放心使用。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
