帕莱克创新型精密模块化镗刀系列
帕莱克有限公司是世界上刀具及刀具预调仪设计与制造的领导者,目前拥有创新的镗孔类刀具产品设计团队与制造生产线,产品包括新的精密精镗刀具,双刃粗镗刀具,大孔径的镗刀刀具和小孔径精镗刀具。
“能够介绍史上第一个把冷却液直接传送到切削刃上的精密模块化镗削系统让我感到很兴奋,即使径向移动刀夹位置也丝毫不会影响冷却液的流动。” Dave Hartman(帕莱克公司-副总裁,主要负责刀具产品的设计与研发)说道。
精密精镗刀具特点——1:精镗头具备最小刻度2μ(直径)的精密调节刻度盘;2:带有内冷却液导向孔,使冷却液直接到达切削刃;3:通过加长型刀夹可以改变一只精镗头镗孔范围。
在双刃粗镗系统中,令人影响深刻的是:与单一切削刃相比双刃刀夹切削加工可以达到4倍的金属去除率,同时设置两只刀夹可以满足平衡切削和段差切削。每个刀夹都带有高度和直径的调节装置,可以简单快速地实现不同的切削方式。
Dave Hartman说:“我们新的双刃粗镗孔系统目前在速度和平衡方面超过了行业标准,对用户来说这是一个很超值的产品,用户可以轻松,快速的得到一个精确的直径。”
帕莱克带有平衡块设计的新型大孔径镗刀系统特征—减轻了整体刀具重量和冷却液直接传递到切削刃边缘,同时带有高度和直径方向的调节装置。这个系统可以安装ISO标准刀片,也可以满足平衡切削和段差切削,即通过调节两个刀夹位置,与上面介绍的双刃粗镗系统一样。另外,大直径镗孔系统还提供了延长滑块和加高块,真正实现了模块化大直径镗刀系统。
小直径镗孔系统促成了帕莱克公司的精确的模块化系统生产线的形成。它能够在无振动的情况下,使得孔高速运转,并能达到15000RPM。镗孔范围从0.078” 到 1.890” (2mm-48mm),在直径方向调节精度可以达0.0001” (.002mm)。在满足刀具刚性和工件加工条件的前提下,小直径镗刀杆可以在精镗头里进行上下调节,满足不同的加工深度。镗杆在内部锁紧与松开时,刀夹位置不会发生位移,消除了系统设置误差。所有镗刀杆和镗刀头都带有内冷却孔,并且通过设计进行了预平衡。该系统配有公英制调节的刻度盘,整个系统包括动平衡小直径精镗头,一系列镗刀杆,镗刀头,变径套和扳手,这个模块化系统中的所有组件都被包装在一个轻便且结实的手提箱内,并随箱附有一份详细的平衡操作指南。
“新型镗孔系统说明了¬—帕莱克公司一直在致力于不断提高客户的生产制造水平为宗旨,"帕莱克的总裁Michael Nuccitelli如实说,“我们相信产品中改进的部分将会深受厂商和同行业的欢迎。”

采用先进的PC接口
高刚性,重复精度2µm,并可与Kaiser及Big系统互换。

模块化设计
灵活组合,降低库存成本。

高速切削
帕莱克小孔径精镗刀(¢2-¢4),标配可调动平衡机构,适用小于2000转/分的切削,常规精镗刀具有预平衡机构。
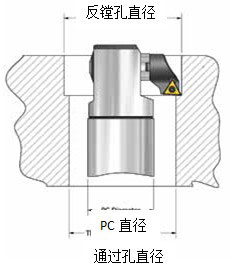
多功能
可用于反镗及外径镗。

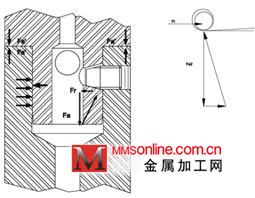
高效的冷却方式
冷却液输出方向可随镗刀直径变化调整,冷却液直达切削刃。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
