焦炉的PLC自动控制系统
导读: 焦炉移动机械的检测元件,由于受高温、粉尘的条件限制,基本上采用限位开关、行程开关,而液压系统用的电磁阀也不具有位置信号反馈功能,无法直接判断输出信号的执行情况,因此在软件编程时采用了重做、跳步、时间检验等设计技巧。
1 引言
国内自行设计的6m焦炉移动机械已实现机械化作业,但由于其电控系统采用继电器-接触器控制,使用的继电器数量多,线路复杂,投产后故障频繁,很难保证机械设备功能的全面实现。我们在广泛吸取国内外经验的基础上,在武钢7#、8#焦炉推焦车、拦焦车上采用了plc控制,进行了硬件和软件自行开发和设计,实现了分单元的自动化操作。
推焦车生产过程按照工艺流程划分为12个作业单元,拦焦车为10个作业单元,均采用“5-2串序推焦”和“一次对位”工艺。推焦杆或导焦栅对准炉位后,既可控制炉门又可清扫炉框。这种工艺与原有“9-2串序”工艺相比,由于减少了车辆移动次数,每出-孔焦可缩短3~4min,虽然增加了控制系统的难度,却提高了作业效率。为满足多种作业同时进行的复杂操作,控制系统设计采用了“单元自动操作”和“手动操作”两种方式。
2 焦炉plc控制系统的构成
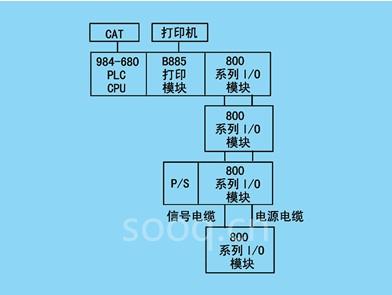
推焦车、拦焦车电控系统均选用美国modicon公司的984-680plc控制器,采用800系列模块、智能i/o模块、s908远程i/o驱动器、j890远程i/o接口处理器和打印机等设备。
推焦车控制部分由1个本地站构成,配置有4个i/o机架和31个i/o模块,如图1所示。拦焦车控制部分由1个本地站和1个远程站构成,各配置有2个i/o机架和17、11个i/o模块。供电系统设计采用了隔离变压器和ups电源。
3 推焦车、拦焦车控制系统功能
3.1 基本控制功能
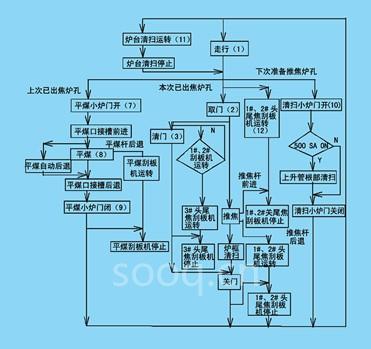
焦炉移动机械的检测元件,由于受高温、粉尘的条件限制,基本上采用限位开关、行程开关,而液压系统用的电磁阀也不具有位置信号反馈功能,无法直接判断输出信号的执行情况,因此在软件编程时采用了重做、跳步、时间检验等设计技巧。按照行程或时间原则,以间接的方式实现这一目的。其程序由设备状态检测、联锁检查、控制方式选择、单元自动控制、单步手动控制、信号显示、故障部位和过程数据检测、数据打印8个程序块组成,层次清晰,结构简单,便于调试和维护。这里以推焦车控制为例进行说明,拦焦车控制功能基本相同,不再重复。图2示出推焦车自动控制系统流程。
(1) 单元自动控制
按照作业性质划分单元,实现取门、推焦,平煤、炉框清扫等分单元的自动操作。单元间彼此独立,也可通过可靠的联锁控制,实现多单元的同时操作。
(2) 手动控制
每一作业单元又划分成若干控制步,通过单独的操作按钮,实现控制步骤的独立手动操作。
(3) 重做功能
在单元自动方式操作时,可能由于某种原因,代表一个动作完成的开关未能按规定的行程或时间动作。为了正确判断这些开关是否属于不可恢复的故障,根据自动重做申请后的人工确认,将自动执行重做功能,如重做成功则程序向下执行,否则进行故障报警。
(4) 跳步功能
运行过程中,有些控制动作虽未能在规定的行程或时间内完成,但对整体功能的实现并没有太大的影响,则采用跳步方式跳过这段程序,继续向下执行。
(5) 时间校验功能
用时间原则来判断一个动作指令是否完成。根据设备运行的速度和移动的距离计算出校验用的时间设定值。动作指令发出后,如在此时间内完成即为正常,否则判断为设备故障.时间校验功能又因同一控制过程中控制因素的变化而分成单时间和双时间校验功能。
(6) 减速校验
推焦杆运行至前进端或后退端时,减速环节是否能正确投入,对推焦杆和焦炉炉体的安全是至关重要的。减速校验就是根据减速校验开关的动作状态,判断涡流制动是否投入,如未投入,即迅速切断控制回路。
(7) 平煤次数选择功能
根据工艺要求分为长行程和短行程平煤两种方式,每种方式又可有若干种不同的选择。程序设计上采用了长、短行程各有0~9种,可任意组合.只要事先选择好开关位置,程序即可按规定的方式和次数自动进行平煤。
3.2 监控功能
(1) 设备状态监控功能
程序中利用“stat”功能块来检测控制器中的各种设备运行状态信息,这些信息有cpu运行状态、存储器保护状态、后备电池工作状态、ac电源状态等,当这些设备状态正常时,程序允许执行各种控制功能,如异常,立刻产生报警,切断控制回路,并进行数据打印。
(2) 联锁检查
联锁检查分单元自动初始条件检查、单元自动运行条件检查和单步运行条件检查。通过联锁检查,将确保在多单元同时作业时的可靠运行,杜绝设备事故的发生。
(3) 推焦电流数据采集、处理和记录功能.
(4) 状态显示和报警功能
生产过程中设备运行状态,可通过灯光和音响按正常、重故障、轻故障状态分别进行显示,并在故障发生时,根据故障性质采取相应的控制措施。
(5)过程数据检出和打印功能
向操作和维护人员提供准确的操作信息和维护数据是操作稳定和系统可靠运行的重要保证.在每次作业中,当“重做”、“超时”、“跳步”、“联锁欠落”等故障发生时,均实时将发生故障部位的各种信息检出,并通过内部总线传送到智能i/o模块中,进行数据处理后,自动打印出相关数据.这些数据包括运行方式、单元号、数据类型和具体故障部位的设备代码.
4 运行效果
本系统在武钢7#、8#焦炉一次试车投产成功,实现了全部软件设计功能,仅投产2个月就达到了推焦间隔10min的综合设计指标,创造了国内同型号焦炉开工顺产、达产的新水平。与国内设计的继电器控制的6m焦炉相比,具有下列优点:
(1) 推焦车每炉位动作时间为405s,其作业效率提高了10%。
(2) 清门、清框、炉台清扫、头尾焦处理均实现了自动化操作,大大降低了工人的劳动强度。
(3) 系统可靠性高,投运以来运行正常,与本厂4.3m焦炉相比,其月平均电气故障时间比为1:10,故障率大大降低。
5 结束语
实践证明,plc控制系统在武钢7#、8#焦炉移动机械系统使用中具有显著的经济效益和社会效益,并具有较高的推广价值,为今后焦炉移动机械全面采用plc控制创造了条件。
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈
