海德汉 决定经济性的关键因素
决定经济性的关键因素
决定经济性的关键因素:

首件达到高精度
机床精度受温度影响最重要的部位是进给驱动。高的速度和大的加速度使滚珠丝杠发热,丝杠膨胀。如果没有相应位置测量技术,几分钟时间的定位误差就能达到100 µm。因此,公差要求严格的工件只能在热特性好的的机床上加工,即使加工工艺非常不同也必须这样。
驱动系统存在无法避免的定位误差,并严重影响工件质量。
如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。这时,机床运动传递元件的轴向间隙和误差就不能影响位置测量精度。测量精度只取决于直线光栅尺精度和安装位置。
整体构件加工举例
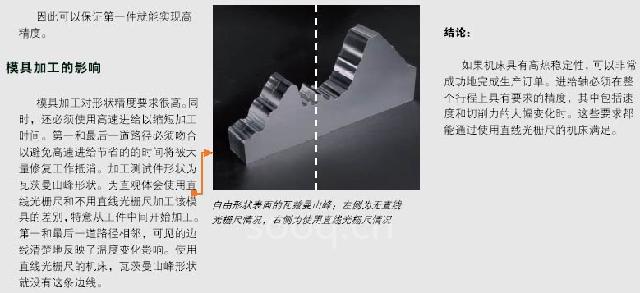
典型整体构件在高性能的高速切削(HSC)机床上用高速进给和高速切削加工。不同的粗铣和精铣进给速度使滚珠丝杠膨胀系数非常不同。如果进给驱动没有使用直线光栅尺,小批量和短交货期生产时,每个加工零件的尺寸就会不同。因此,热膨胀可能使加工公差无法达到要求。

进给驱动的位置测量
原则上用进给丝杠的螺距和安装在丝杠上的旋转编码器或直线光栅尺可以测量直线NC轴的位置。
进给丝杠上有旋转编码器的情况下,滚珠丝杠有两个功能:作为驱动系统,它必须传递大驱动力;但为实现高精度定位,还要求它的螺距精确高,重复性好。
但是,位置控制环只有提供丝杠旋转速度和每转细分信息的旋转编码器测量设备。这种情况下,驱动机构的磨损和温度导致的位置变化未包括在测量值中。
驱动系统存在无法避免的定位误差,并严重影响工件质量。
如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。这时,机床运动传递元件的轴向间隙和误差就不能影响位置测量精度。测量精度只取决于直线光栅尺精度和安装位置。
整体构件加工举例
典型整体构件在高性能的高速切削(HSC)机床上用高速进给和高速切削加工。不同的粗铣和精铣进给速度使滚珠丝杠膨胀系数非常不同。如果进给驱动没有使用直线光栅尺,小批量和短交货期生产时,每个加工零件的尺寸就会不同。因此,热膨胀可能使加工公差无法达到要求。
用10 m/min进给速度铣端面时,滚珠丝杠发热。左侧为工作台,右侧为伺服电机。
温度记录图显示温度为25°C(深蓝色)至40°C(黄色)。
进给丝杠上有旋转编码器的情况下,滚珠丝杠有两个功能:作为驱动系统,它必须传递大驱动力;但为实现高精度定位,还要求它的螺距精确高,重复性好。
但是,位置控制环只有提供丝杠旋转速度和每转细分信息的旋转编码器测量设备。这种情况下,驱动机构的磨损和温度导致的位置变化未包括在测量值中。
驱动系统存在无法避免的定位误差,并严重影响工件质量。
如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。这时,机床运动传递元件的轴向间隙和误差就不能影响位置测量精度。测量精度只取决于直线光栅尺精度和安装位置。
整体构件加工举例
典型整体构件在高性能的高速切削(HSC)机床上用高速进给和高速切削加工。不同的粗铣和精铣进给速度使滚珠丝杠膨胀系数非常不同。如果进给驱动没有使用直线光栅尺,小批量和短交货期生产时,每个加工零件的尺寸就会不同。因此,热膨胀可能使加工公差无法达到要求。
用10 m/min进给速度铣端面时,滚珠丝杠发热。左侧为工作台,右侧为伺服电机。
温度记录图显示温度为25°C(深蓝色)至40°C(黄色)。


声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

网友评论
匿名:
最新反馈
- 暂无反馈
无须注册,轻松沟通


