海德汉 iTNC 530五轴加工功能在数控龙门镗铣床上的应用

iTNC 530五轴加工功能在数控龙门镗铣床上的应用
五轴加工是指在一台机床上至少有五个坐标轴(例如三个直线坐标轴和两个旋转坐标轴),而且可在数控(CNC)系统的控制下同时协调运动进行加工。这样的五轴联动数控加工可以加工一般三轴数控机床所不能加工或很难一次装夹完成加工的连续、平滑的自由曲面。如航空发动机和汽轮机的叶片,舰艇用的螺旋推进器,以及许许多多具有特殊曲面和复杂型腔、孔位的壳体和模具等,如用普通三轴数控机床加工,由于其刀具相对于工件的位姿角在加工过程中不能变,加工某些复杂自由曲面时,就有可能产生干涉或欠加工(即加工不到)。而用五轴联动的机床加工时,则由于刀具的位姿角在加工过程中随时可调整,就可以避免刀具工件的干涉并能一次装夹完成全部加工。
我厂自主研发的XK2130型数控龙门镗铣床(图1)配备可供用户选择的附件库,附件库中各种铣头可根据加工需要自动交换,其中的摆角铣头(A 、C轴)可与主机其它三个坐标轴(X、Y、Z)联动参与插补,实现五轴加工功能。该机采用 海德汉公司全数字化驱动技术的iTNC 530数控系统,实现了高速加工,提高了加工精度、质量和效率。
1.机床电气控制系统组成
该机床有4个直线坐标,X坐标驱动工作台,其行程达9m;Y坐标驱动滑座,行程4.75m;Z坐标驱动滑枕,行程0.9m;W坐标驱动横梁,行程2.3m;X/Y/Z三个坐标采用带距离码的HEIDENHAIN直线光栅尺(1Vpp正弦波)全闭环反馈方式,系统上可短程回参考点;W轴采用两个电机双驱同步控制,采用HEIDENHAIN绝对值编码器反馈方式,接通电源就能立即建立绝对参考坐标系,避免了每次系统上电需重回参考点的麻烦;摆角铣头中A轴和C轴采用了西门子1FT6伺服电机,A轴在±95º之间摆动,A轴采用HEIDENHAIN绝对值编码器反馈方式,C轴在±200º之间转动;附件库运送铣头的小车(u轴)采用PLC定位轴控制方式,配合控制程序实现自动更换附件库中的各种铣头。机床主轴驱动采用海德汉QAN系列伺服主轴电机,各项进给选用海德汉QSY系列伺服电机。针对该机床的结构特点,电气控制系统配置了 iTNC 530数控系统、海德汉UM系列数字变频器驱动控制系统。

2.实现五轴联动加工
2.1结构特点
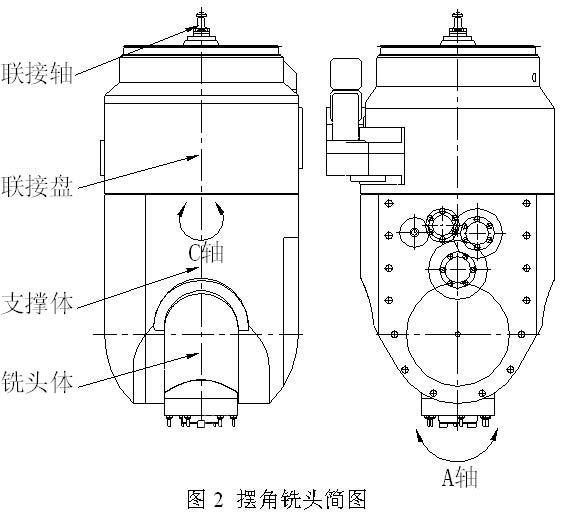
在大型数控龙门镗铣床中采用摆角铣头(图2)是实现五轴加工的重要方式。在本机床中摆角铣头安装在滑枕端面上。摆角铣头主要由联接盘、联接轴、支承体、铣头体等部件组成。联接盘与方滑枕联接在一起,联接轴通过花键与主机主轴联接并传递动力;支承体通过电机驱动可实现±200°旋转(C轴);C轴位置检测依靠电机内置编码器,由接近开关检测C轴原点。铣头体通过电机驱动可实现±95°旋转(A轴)。A轴位置检测元件为HEIDENHAIN 绝对值角度编码器。因此摆角铣头是具有两个数控旋转轴(A、C轴)、可与主机配合实现五轴联动的多功能附件。
2.2系统要求
CNC控制系统是实现五轴加工的重要组成部分,它在很大程度上决定着机床加工的速度、精度和表面质量。海德汉iTNC 530数控系统是适合铣床、加工中心或需要优化刀具轨迹控制之加工过程的通用性控制系统,五轴加工功能丰富易用,它具有强大的坐标系旋转、平面定义功能;刀具中心点管理功能(TCPM);支持多种五轴加工格式(刀具矢量或旋转轴角度);多种安全功能(实时碰撞监控DCM、断电安全退刀);手轮干预程序运行(五轴加工时通过手轮干预空间轴);圆柱面加工功能;五轴加工刀具轴精确控制功能。
针对五轴加工的复杂曲面,如果要实现高速、高精和高表面质量加工,必须具备好的硬件基础、良好的伺服性能及高速控制能力。在硬件上,iTNC 530采用了全数字化驱动技术。其位置控制器、速度控制器和电流控制器全部实现数字控制。数字电机控制技术能获得非常高的进给速率。
海德汉iTNC 530是最优秀的3-D轮廓加工数控系统,3-D程序段处理时间只有0。5ms,通过优化路径控制、提前计算轮廓和控制加加速(Jerk)算法,减少轮廓偏差,在保证表面质量情况下以最大进给率加工,在最短的时间内加工出完美的复杂轮廓曲面。
2.3五轴加工程序
用五轴加工复杂的3-D轮廓,加工程序通常用机床外的CAD/CAM系统生成,然后再通过iTNC 530自带的以太网接口传到数控系统中,同时iTNC 530系统提供了点过滤工具,可以对CAD/CAM系统生成的NC程序进行平滑优化处理,使轮廓更平滑、运行程序速度更快和加加速更平滑。
下面是本机床加工如图3所示工件的部分程序:
0 BEGIN PGM QH_v5 MM
1 ; Date : Tue Apr 01 17:15:31 2008
2 ; Programmer : cn1070
3 ; Part File Name: D:\Show\qier\QH_2_stp.prt
4 ; Tool Number: 2
5 ; Tool Name : MILL Tool Diameter: 63.000 Tool Length: 75.000
6 BLK FORM 0.1 Z X+0 Y+0 Z-20
7 BLK FORM 0.2 X+100 Y+100 Z+0
8 CYCL DEF 247 DATUM SETTING ~
Q339=+6 ;DATUM NUMBER
9 L R0 FMAX
10 TOOL CALL 2 Z S150
11 CYCL DEF 32.0 TOLERANCE ;循环32控制公差
12 CYCL DEF 32.1 T0.1
13 CYCL DEF 32.2 HSC-MODE:1 TA0.5
14 CYCL DEF 7.0 DATUM SHIFT
15 CYCL DEF 7.1 X+0
16 CYCL DEF 7.2 Y+0
17 CYCL DEF 7.3 Z-200
18 L M128 F3000 ;启动刀具中心点管理功能
19 L X+15.775 Y+72.947 Z+589.285 C+24.533 A-43.056 F3000 M3
20 L Y+73.013 Z+589.229 C+24.531 A-43.053
。。。。。。
133 L Y+1314.343 Z+697.881 C+170.86 A-26.888
134 L Y+1314.376 Z+697.898 C+170.861 A-26.888
135 L X+42.003 Y+1317.852 Z+701.61 C+171.229 A-26.597
136 L Y+1317.786 Z+701.578 C+171.228 A-26.597
。。。。。。
765 L M129 ;取消刀具中心点管理功能
7766 CYCL DEF 7.0 DATUM SHIFT
7767 CYCL DEF 7.1 X+0
7768 CYCL DEF 7.2 Y+0
7769 CYCL DEF 7.3 Z+0
7770 CYCL DEF 32.0 TOLERANCE
7771 CYCL DEF 32.1
7772 M30
7773 END PGM QH_v5 MM

4. 结论:
提高加工质量和工效,充分满足产品生产的要求是制造技术发展永恒的主题。我厂研发的XK2130型数控龙门镗铣五轴加工机床既满足了加工某些具有特殊要求的复杂形面的大型工件,同时也提高了对这些形面的加工精度、质量和工效。 摆动铣头的应用,为发展加工大型复杂空间曲面的五轴龙门式高速精密镗铣床提供了技术支持。该机 2008年4月在北京数控机床展览会上成功展出,并荣获展会最高奖“春燕奖”。
参考文献
1. iTNC530 User’s Manual . Heidenhain company 2007
2. iTNC530 软件新功能. Heidenhain company 2007
3. Inverter systems and Motors Heidenhain company 2005
声明:本网站所收集的部分公开资料来源于互联网,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,也不构成任何其他建议。本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,不为其版权负责。如果您发现网站上所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容,以保证您的权益!联系电话:010-58612588 或 Email:editor@mmsonline.com.cn。

- 暂无反馈

