首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
孔加工
国际金属加工网
>
孔加工
>
孔加工新闻
孔加工新闻 第18页
美国darexXT3000多功能精密钻头刃磨机
美国darexXT3000多功能精密钻头刃磨机 视频( 清晰效果 一般效果 ) 技术说明 1 、 产品特点:用途广泛、操作简单、保高精度、集多功能 2 、 刃磨性:可以刃磨 2 槽麻花钻、钻头材质为高速钢、镀锡钻、钴钻、硬质合金钻 (需选用金刚石砂轮)可以根据需要调节刃磨量..
钻头
孔加工
阅读全文
SU′S台湾苏氏精密钻头、铣刀全系列
★ SU′S台湾苏氏精密钻头、铣刀全系列 主要包括: 直柄麻花钻头 规格从φ0.2~φ13.0及英制规格可供选择 直柄长钻头 规格从φ1.0~φ13.0可供选择 诺式钻头 特性:诺氏钻头对于一般被切削的工作性质均可适用,在钻孔加工作业上既简单有经济; 柄部的V槽沟是用来配合夹头的爪..
钻头
铣刀
孔加工
刀具
阅读全文
高效整体钻头
高效整体钻头 独创的刃设计 设计合理 , 切削刃强度大 钻头位置精确及钻孔的密度精 切削负荷最小化 , 刀具寿命增加 圆柱型刀柄 最加的排屑设计 a 使用 TT9030 寿命增加 - 超细微粒材质 + TiAIN 涂层 b. 钻深 : 3xD & 5xD - 订购规格 例 : SHO 5125 TT9030 ( 钻径 Ø12.5 ..
钻头
孔加工
阅读全文
可舍式钻头系列——新产品
★ 可舍式钻头系列
钻头
孔加工
阅读全文
VA INOX – HSS-E麻花钻
奥氏体不锈钢具有较高的强度,韧性,较差的切屑形状以及易产生加工硬化,因此是极难加工的。 现推出全新的HSS-E麻花钻,是一种解决以上难题的可靠方法-"VA INOX"。与传统的HSS-E刀具相比,VA INOX可提高至四倍的生产效率,因此可大幅降低生产成本。
麻花钻
钻头
孔加工
阅读全文
瑞士MBM高精度模块化镗刀及刀具系统
转载
镗刀
孔加工
刀具
阅读全文
Seco-Carboloy公新型Crownloc扁平柄钻头
Seco-Carboloy公司的新型Crownloc钻头采用了ISO 9766扁平柄和钻肩结构,这种优化设计非常适合高速切削,并能增强钻头抗弯强度,起到提高加工效率、延长刀具寿命的作用。Crownloc钻头的凸缘设计使钻头易于安装,并可确保即使更换了钻杆,钻头长度也不会发生变化。Crownlo..
钻头
孔加工
阅读全文
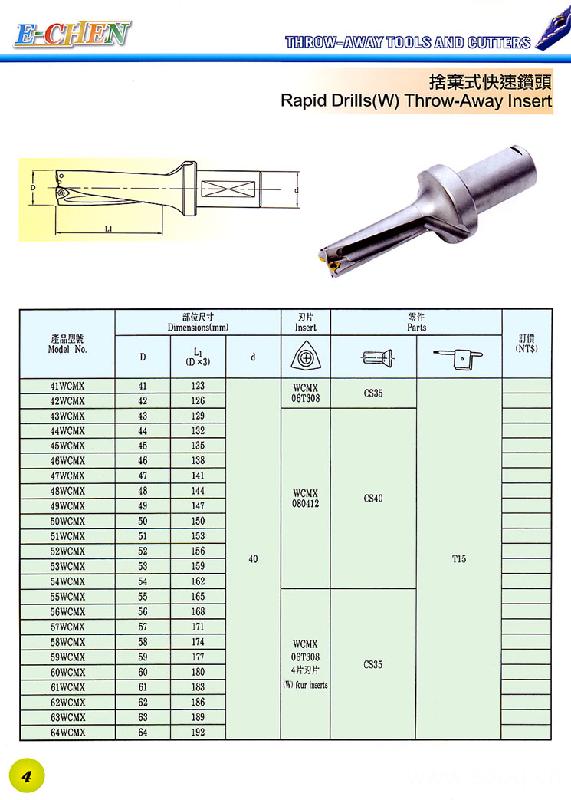
舍弃式快速钻头
舍弃式快速钻头
钻头
孔加工
阅读全文
黛杰钻头系列
俗曰“没有金刚钻,就别揽瓷器活”。黛杰“比梦钻”是当今世界上绝无仅有的产品,高新技术的象征,为地地道道的“金刚钻”。“比梦钻”的出现表明了世界钻头的制造水平又上了新台阶,也正应验了黛杰钻头始终引领着世界钻削加工发展的潮流。 有极佳的切削性能,而且特别..
钻头
孔加工
阅读全文
加工长切屑材料的硬质合金钻头
加工长切屑材料的硬质合金钻头 Big Kaiser精密工具公司推出用于钻削加工长切屑材料(如钢、铸铁、有色金属等)的硬质合金钻头Quadro 15 Plus。该钻头的几何形状是基于该公司的Quadro Plus Sphinx钻头,采用15°螺旋角。由于钻头具有高刚性,使其能够以低切削力、高进给率..
钻头
孔加工
阅读全文
DJ精镗头
转载
孔加工
阅读全文
magafor微型铣刀 中心钻 倒角钻 铰刀
转载
铣刀
孔加工
刀具
阅读全文
加工中心专用刀柄及镗刀系列
转载
镗刀
加工中心
孔加工
刀柄
刀具
阅读全文
多齿可换铰刀头
转载
孔加工
刀具
阅读全文
可转位浅孔钻
可转位浅孔钻 直槽螺旋结构,可用于车削钻孔和铣削钻孔;切削轻快、排屑顺畅、加工效率高。
孔加工
阅读全文
整体硬质合金钻头
整体硬质合金钻头 优质的棒料先进的制造工艺确保了产品优异的钻削加工性能;完善的、系列化的标准产品:麻花钻、内冷麻花钻、定心钻、中心钻、三刃钻、锥柄麻花钻、阶梯钻、直槽钻,可为您实现高效的钻孔加工提供最优的选择;同时,您还可依靠株洲钻石在钻削加工解决方..
钻头
孔加工
阅读全文
整体硬质合金铰刀
整体硬质合金铰刀 完整的产品系列:整体直槽直柄铰刀、整体直柄左(右)螺旋槽铰刀、对焊直槽直柄铰刀、对焊直柄左(右)螺旋槽铰刀、对焊锥柄铰刀,使您可以根据具体需要方便的进行选择。
孔加工
刀具
阅读全文
整体式粗镗刀
整体式粗镗刀 结构简单,换刀方便、快捷,提高工效;镗孔范围大,经济耐用;可实现镗孔、反镗、倒角、反倒角等不同加工要求。
镗刀
孔加工
刀具
阅读全文
模块式镗刀系统
模块式镗刀系统 高精度模块化连接:通过基础刀柄与不同规格的中间模块、镗刀头魔幻式的组合成不同长度和直径的高刚性粗、精镗刀系列,可完成各种尺寸和深度的孔的粗精加工。其中精镗刀系列在控制加工精度上获得了全新的突破,最小调整量为 2 μ m ,可保证高精度加工的需..
镗刀
孔加工
刀具
阅读全文
BRIDGEBORT P3系列VMCS 钻削/螺纹加工中心
哈挺先进的设计技术保证了Hardinge-Bridgeport 40-锥形主轴P3系列VMC的加工精度和可靠性。 该系列VMCS包括具有高刚性、热稳定性的主轴,固定式立柱、高刚性C型结构设计,各轴使用预紧双螺母滚珠丝杠。哈挺独特的载重式导轨结构设计,提高了导轨的刚性、吸振性以及表面..
加工中心
钻床
孔加工
阅读全文
BRIDGEBORT P3系列VMCS 钻削/螺纹加工中心
哈挺先进的设计技术保证了Hardinge-Bridgeport 40-锥形主轴P3系列VMC的加工精度和可靠性。 该系列VMCS包括具有高刚性、热稳定性的主轴,固定式立柱、高刚性C型结构设计,各轴使用预紧双螺母滚珠丝杠。哈挺独特的载重式导轨结构设计,提高了导轨的刚性、吸振性以及表面..
加工中心
钻床
孔加工
阅读全文
铰刀系列
转载
孔加工
刀具
阅读全文
三菱新型深孔钻头
三菱综合材料株式会社日前推出其最新型的Miracle WSTAR钻头,其钻孔深度可达钻头直径的8倍。 该超硬整体钻头采用半径较大和较小的两部分的沟槽设计,成功减去以往因分步加工而带来的多重工序,钻头一次推送即可完成到终点的切削,同时稳定性较高。该产品在微粒..
钻头
孔加工
阅读全文
日本OSG螺纹、铣削、钻削刀具
日本OSG公司是世界著名的刀具制造商之一。主要生产螺纹加工刀具、铣削加工刀具、钻削加工刀具等。可为您提供高速钢、粉末冶金、硬质合金材料的各类刀具,并有为适合各种不同加工情况而设计的多种涂层方案可供选择。目前,OSG公司螺纹加工刀具和铣削加工刀具在日本市场占..
铣床
钻床
孔加工
刀具
阅读全文
三菱新型深孔钻头
三菱综合材料株式会社日前推出其最新型的Miracle WSTAR钻头,其钻孔深度可达钻头直径的8倍。 该超硬整体钻头采用半径较大和较小的两部分的沟槽设计,成功减去以往因分步加工而带来的多重工序,钻头一次推送即可完成到终点的切削,同时稳定性较高。该产品在微粒..
钻头
孔加工
阅读全文
HARTNER公司-生产精密钻头
HARTNER 是一家专门生产精密钻头的德国企业. 自1879成立以来,一直继承发扬着生产高精度产品这一传 统。不断完善产品的功能、用最节省的方法为您解决孔加工问题是我们一贯所追求的目标。 我们精于制造各种钻头类工具, 并已成为该领域内为数不多的领先者之一。在样本中,..
钻头
孔加工
阅读全文
XPS-16 数控钻头刃磨机
技术说明 1、产品特点:自动程序控制。通过持久的光纤维传感器探测钻头相关数据,保证自动刃磨的一次完成。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。 3、钻尖类型:标准型、圆锥型、X形横刃、R形..
钻头
孔加工
阅读全文
V390 钻头刃磨机
技术说明 1、产品特点:经济、方便、简单。 2、刃磨性:可以刃磨2槽麻花钻,钻头材质为高速钢、镀锡钻、镀钴钻、锥柄钻、硬质合金钻(需选用金刚石砂轮)。钻柄长度不限。可以调节刃磨量。 3、刃磨直径范围:3-19mm 4、刃磨角度:118°-140° 5、刃磨范围:横刃、切削刃..
钻头
孔加工
阅读全文
XT3000 多功能精密钻头刃磨机
技术说明 1、产品特点:用途广泛、操作简单、保高精度、集多功能 2、刃磨性:可以刃磨2槽麻花钻、钻头材质为高速钢、镀锡钻、钴钻、硬质合金钻 (需选用金刚石砂轮)可以根据需要调节刃磨量。 3、刃磨范围:横刃、切削刃。 4、刃磨直径:3-30mm。 5、刃磨角度:90-150度..
钻头
孔加工
阅读全文
新开发的超小直径钻头
住友电工公司开发出一种超细晶粒硬质合金“XF1”,粒径仅为ф0.05~0.2µm,该钻头专门用于印刷电路板极小孔的高效率加工。在通常情况下,硬质合金原料处于粉末状态时,可以保持很小的粒径,但在合金压制过程中,粒晶将不断增大。住友公司采用新开发的专利技术,可以抑制..
钻头
孔加工
阅读全文
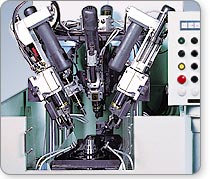
钻削动力头&同步攻丝动力头
可完成高精度的钻孔,攻丝加工。 是满足高速化、低成本批量生产的必备装置。 可自动切换快速进给及攻丝进给的机械进给型同步攻丝动力头,可短时间内进行高精度攻丝加工。 计算机元件加工专用设备 速技能机械有限公司 [暂不可见] Copyright(C)2005SUGINOMACHINELIMITEDAll..
钻床
螺纹加工
孔加工
阅读全文
钻削动力头&同步攻丝动力头
可完成高精度的钻孔,攻丝加工。 是满足高速化、低成本批量生产的必备装置。 可自动切换快速进给及攻丝进给的机械进给型同步攻丝动力头,可短时间内进行高精度攻丝加工。 计算机元件加工专用设备 速技能机械有限公司 [暂不可见] Copyright(C)2005SUGINOMACHINELIMITEDAll..
钻床
螺纹加工
孔加工
阅读全文
Hardinge BRIDGEBORT P3系列VMCS 钻削/螺纹加工中心
哈挺提供一般性能P3系列和高性能的XP3系列加工中心。P3系列加工中心具有高的性价比,XP3系列立式和卧式加工中心提供高水平加工能力以满足更多的加工要求。 VMC450P3和VMC480P3适用于中小批量产品生产,并且具有高生产力的特点。DT480P3钻削/攻丝加工中心有意想不到的加..
加工中心
钻床
孔加工
阅读全文
机夹钻头设计新思路
孔加工刀具的设计是一个需对许多技术难题进行相互协调的复杂过程。 Seco Carboloy 公司 ( 位于美国密歇根州 Warren )钻削产品经理 Goran Melin 说, “ 往往是某一方面的技术难题得到解决,必然会在另一方面产生新问题。 ” 这些需要协调的诸多方面,通常包括刀具寿命..
钻头
孔加工
阅读全文
首页
上页
13
14
15
16
17
18
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
关于中国航空航天增材制造技术发展论坛 延期举办的通知
API XD Laser激光干涉仪大幅提升机床导轨直线度检测质量&效率
ANCA:磨削完美的刀具棒料BlankX软件灵活易用
全球首个光伏、储能户外实证实验平台科研功能全面启动
人民日报:制造业数字化转型步伐加快(“十四五”,我们这样开局起步)
我国最大规模海上风电并网输电工程主体建设完成
2021年1~7月船舶工业经济运行情况
蔡司工业测量:如何快速扫描小型高度细节化零件
蔡司客户满意度调查全新上线
蔡司方案:客户成就 | 他们曾为阿波罗11号制造部件
2021年中国智能汽车行业市场竞争格局及发展前景分析 未来多因素驱动行业快速发展
相约MWCS2021 | 萨瓦尼尼带您揭秘钣金柔性加工黑科技
勇克SATURN系列大型工件双砂轮端面磨削
中国真的是全世界唯一拥有全工业体系的国家吗?
该如何理解智能制造?真的只是人工智能吗?
国内智能制造装备及系统可靠性首项国际标准发布
为5G插上翅膀,让翼龙带你翱翔
马扎克助力客户建立一条龙生产体制
欧士机【新品】没人比它更懂螺纹加工
仅1%!韩国造船业接单量连续3个月“霸榜”
中国船舶入选世界500强!荣登全球造船企业首位!
深化成渝合作,共建世界级汽车产业集群—2021未来汽车技术展暨成渝汽车供应链博览会11月在渝举办
伊斯卡:当模具制造与工业4.0相碰撞
2点直播 | 高质量发展背景下,企业如何做好信息化
海克斯康方案|e-tron登场,品一品奥迪对电动汽车的高质量定义
上半年中国造船业接单量位居全球之首
海克斯康宣布收购武汉中观公司进一步提高智能数据采集能力
2021年中国工业无人机行业市场现状及发展前景分析 2026年市场规模或将突破千亿元
日本造船业持续复苏7月接单量同比翻番
CIMT2021部分平面磨床展品评述
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 钻头
孔加工
钻头
孔加工