首页
|
新闻
|
产品
|
技术
|
案例
|
方案
|
动工业
|
专题
|
在线研讨会
|
展会
|
招聘
|
下载
|
论坛
|
智能制造
孔加工
国际金属加工网
>
孔加工
>
孔加工应用案例
孔加工应用案例 第2页
山高刀具2015产品发布专题
山高刀具2015秋季新品发布了包括Combimaster、Jabro-Solid2、Minimaster Plus 新小魔王、Steadyline刀头、Threadmaster丝锥和Precimaster Plus。山高还推出了三种TP材质等级(TP2501、TP1501 和TP0501),首次采用了山高新一代Duratomic金刚甲镀层技术,可满足该应用领..
山高刀具
铰销
车床
铣床
车刀
铣刀
螺纹加工
孔加工
刀具
阅读全文
瓦尔特DC170硬质合金钻头技术与应用专区
瓦尔特DC170硬质合金钻头,具有独特的设计,极高的可靠性,提高刀具寿命。在本专区中涵盖了DC170中应用领域、产品规格,以及硬质合金钻头实验室在ISO-P加工42CrMo4 / 4140、ISO-P加工St52.3/S355J2G3、ISO-K加工GG-25/EN-GJL-250、MQL加工、MQL加工ISO-P: 42CrMo4 / 414..
瓦尔特DC170
钻头
孔加工
刀具
阅读全文
刀具在难加工材料应用技术专题
难加工材料是随着时代的发展及专业领域的不同而出现的。当今,对于航空制造业、汽车制造业以及其他众多工业领域来说,组成飞机和汽车发动机的各零部件,要选择具备高硬度、高韧性和高耐磨性饿特殊材料,而具有这些特性的材料其加工难度也特别大,于是便对生产这些零部件..
肯纳金属
株洲钻石
复合材料
外圆车刀
钻头
车床
车刀
铣刀
孔加工
刀具
航空
阅读全文
欧士机WDO-SUS钻头加工案例
WDO-SUS钻头是一款在加工不锈钢•钛合金时,能在高效率的条件下,实现长寿命化稳定加工的钻头。在位难加工材料所困扰的客户,请务必尝试一下此款产品。
欧士机
麻花钻
钻头
孔加工
刀具
阅读全文
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依..
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
阅读全文
锑玛铣铰一体刀
经过半年多的努力,锑玛工具于2014年7月成功推出一款整体硬质合金铣铰刀,在软磁不锈钢的接杆上的铣铰复合加工上取得突破,其寿命已与国际一流品牌相媲美,现正式为BOSCH燃油喷射系统零部件供应商供货,在刀具国产化上又增加了一个成功的案例。
铰销
夹头
孔加工
刀具
阅读全文
帕莱克反刮刀在汽轮机行业的应用案例
帕莱克AUTOFACER®反刮刀是按照严重断续切削的加工状况,进行设计和制造的,内部的摩擦离合器保证了刀块每次打开与闭合的准确性及可靠性,确保了切削的平稳性与加工的精确度,实现了免除二次操作成本与降低零件加工成本的创新刀具解决方案,可以解决在加工反面的孔口平面..
镗刀
孔加工
刀具
机械
阅读全文
欧士机:WD1涂层硬质合金钻头WD1涂层内冷油孔硬质合金钻头加工案例
//www.mmsonline.com.cn/resupload/1386732685951_1.pdf
转载 欧士机钻头 WD1涂层硬质合金钻头 ,_NOAD_
欧士机
钻头
孔加工
阅读全文
欧士机:VPH-GDS调制钢用VP黄金钻头短刃加工案例
//www.mmsonline.com.cn/resupload/1386732561052_1.pdf
转载 欧士机钻头 VPH | GDS 调制钢用VP黄金钻头
欧士机
钻头
孔加工
阅读全文
欧士机:硬质合金内冷油孔Mega Muscle 3刃钻头加工案例
//www.mmsonline.com.cn/resupload/1386732372718_1.pdf
转载 欧士机钻头 硬质合金内冷油孔 Mega Muscle 3刃钻头
欧士机
钻头
孔加工
阅读全文
欧士机:不锈钢软钢用短刃型钻头加工案例
//www.mmsonline.com.cn/resupload/1386732150369_1.pdf
转载 欧士机钻头 不锈钢软钢用短刃型钻头 不锈钢软钢用短刃型钻头加工案例
欧士机
钻头
孔加工
阅读全文
德国雄克TENDO E-兼顾精度和强度的液压刀柄
刀柄作为机械加工中的重要工具,是连接刀具和主轴的桥梁,其精度、刚性、动平衡、夹持扭矩等因素都对零件的加工产生重要影响。德国雄克公司具有数十年开发设计和生产制造高精度液压膨胀式工件和刀具夹紧系统的经验。1983年推出以TENDO命名的标准系列液压刀柄,在国际市..
雄克
铰销
液压刀柄
铣床
钻床
螺纹加工
孔加工
刀柄
刀具
机械
阅读全文
MQL麻花钻对曲轴油孔的高效绿色加工
MQL麻花钻加工曲轴油孔具有效率高、节拍快、污染少、加工表面质量好、无需复杂的冷却循环配套设备及钻磨支撑部件等优点。这些优势在我厂多年的实际生产中得到了充分的体现,值得推广。
麻花钻
孔加工
机械
阅读全文
车削造成铰孔质量问题的原因及解决措施
在使用摇臂钻床铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。本文针对这些提出解决措施。
铰销
车床
钻床
车刀
孔加工
机床
刀具
阅读全文
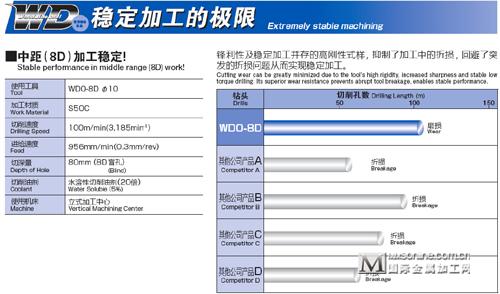
欧士机:WDO硬质合金内冷油孔钻头加工案例
欧士机 WDO-8D采用“新波浪形”刀刃,M(Middle)刃带及高刚性刀身针对中距(8D)加工特殊化的式样,使锋利性及稳定性并存。从而实现最适合8D 加工。 稳定加工的极限 锋利性及稳定加工并存的高刚式样,抑制了加工中的折损,回避了突发的折损问题从而实现稳定加工。 转载 ..
欧士机
钻头
孔加工
刀具
阅读全文
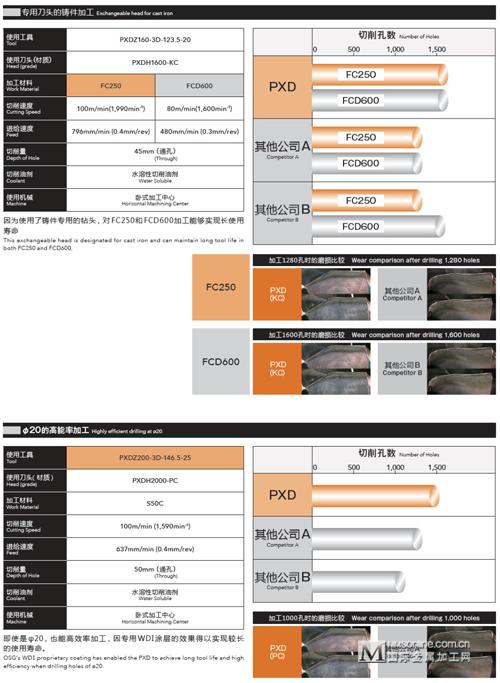
欧士机:PXD-Phoenix 刀头交换式钻头加工案例(二)
欧士机专用刀头的铸件加工,因为使用了铸件专用的钻头,对FC250和FCD600加工能够实现长使用寿命。
欧士机
钻头
孔加工
刀具
阅读全文
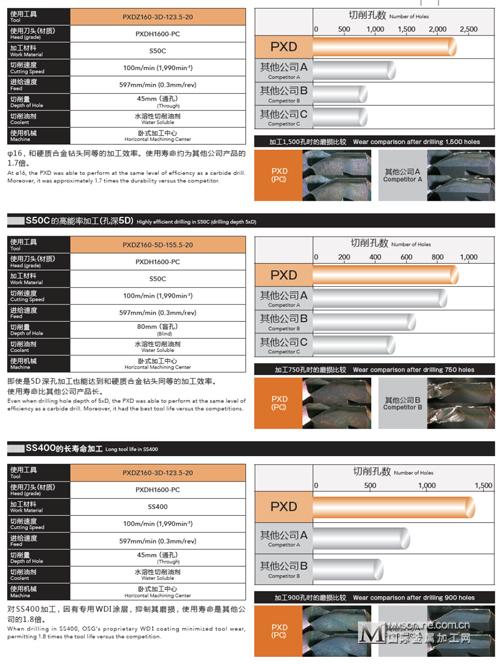
欧士机:PXD-Phoenix 刀头交换式钻头加工案例(一)
欧士机 PXD-Phoenix 刀头交换式 钻头 S50C的高能率加工(孔深5D),即使是5D深 孔加工 也能达到和硬质合金钻头同等的加工效率。使用寿命比其他公司产品长。 •在诸如大径孔的切削,挤压丝锥的底孔等考究精度的加工上做到和硬质合金钻头同等效率的加工。 •工具成本低于..
欧士机
钻头
孔加工
刀具
阅读全文
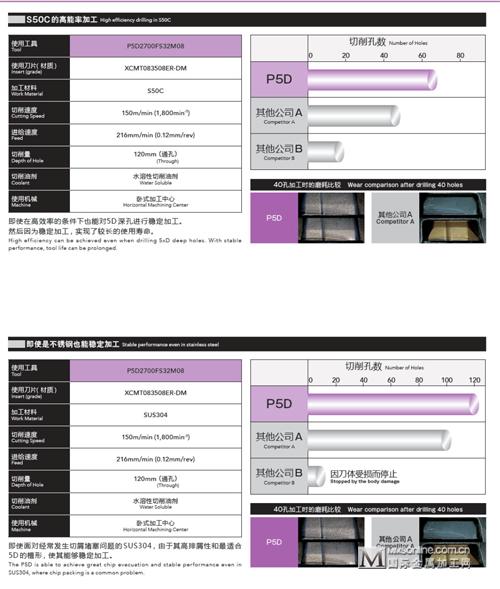
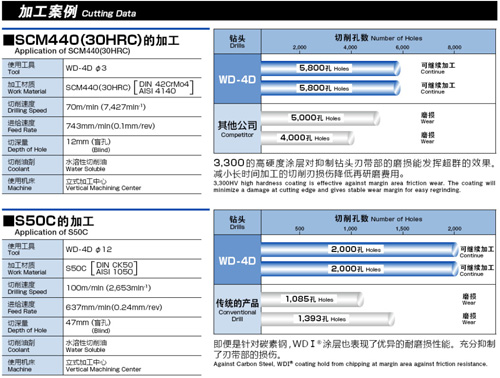
欧士机:P5D-Phoenix 可转位式钻头加工案例
欧士机S50C的高能率加工,即使在高效率的条件下也能对5D深孔进行稳定加工。然后因为稳定加工,实现了较长的使用寿命。
欧士机
钻头
孔加工
刀具
阅读全文
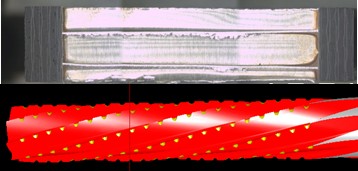
欧士机:DIN钻头--加工案例
欧士机 DIN钻头加工案例:SCM440(30HRC)的加工;S50C的加工。 转载 欧士机 欧士机 OSG 钻头 加工案例 DIN钻头
欧士机
钻头
孔加工
阅读全文
山高刀具引领复合材料的跨领域应用
复合材料是由两种不同材料结合在一起,形成一种新材料,特性超过原本的两种基体材料。早在古埃及时代,人类便用泥巴和麦秆结合形成最早的“复合材料”,强度超过泥巴和麦秆本身。 现代常见复合材料根据基体材料不同分为塑料基复合材料(本文仅限讨论塑料基复合材料),..
山高刀具
复合材料
钻头
孔加工
刀具
航空
阅读全文
数控技术在模具钢材制造中的应用
模具作为一种高附加值的技术密集产品,它的技术水平已经成为衡量一个国家制造业水平的重要评价指标之一,而要提高模具技术水平不仅要有技术水平,更基础的是要有先进的制造设备及制造和控制技术的支持,模具加工采用传统的普通设备已经难以适应高效率,高质量,多样化的..
镗刀
孔加工
刀具
模具
阅读全文
硬质合金钻头修磨与涂层技术的应用
中国重汽济南桥箱有限公司的车间被动锥齿轮盘孔原采用摇臂钻床,使用普通高速钢钻头进行加工。随着公司生产规模的不断扩大,原有加工方式已不能满足生产节拍,为此,车间内引进了先进的数控加工中心。数控机床具有加工效率高、产品质量稳定等特点,特别适合大批量生产。..
钻头
孔加工
机械
阅读全文
山特维克可乐满:复杂深孔的高效加工方法
复杂的深孔加工变得越来越富有挑战性。 零件通常需要具有更多特征,例如非常小的孔、内腔、不同的孔径、轮廓、凹槽、螺纹及不同的孔方向。 要高效地完成此类公差很小的孔的加工,不仅需要具备丰富的经验和研发资源,而且需要良好的研发能力和应用设备,并要实质性地参与..
山特维克可乐满
铰销
加工中心
钻床
孔加工
阅读全文
高效率刀具在汽车零部件加工中的应用
汽车行业备受瓦尔特重视,不仅因为其涉及各种加工技术,更因为其能快速接受全新的服务理念。 内燃机和变速箱是汽车行业的关键件。然而,内燃机和变速箱组件涉及大量复杂的机械加工流程,其复杂性与精密程度要求采用广泛多样的加工工艺。如果说制造业以生产率最大化为目..
钻头
孔加工
刀具
汽车
阅读全文
抛物线钻头在深孔加工中的应用
在加工深孔零件时过去大多采用普通麻花钻,在加工过程中时常发生加工质量不合格或钻头折断现象,造成零件报废,有时废品率可达3%以上。究其原因,主要是因为用普通麻花钻进行深孔钻削时存在以下不利因素:①钻头细长,刚性差,加工时容易弯曲和振动,难以保证孔的直线度..
麻花钻
钻头
孔加工
汽车
阅读全文
淬硬钢孔加工用钻头
随着立方氮化硼材料和优质现代陶瓷刀片的开发应用,淬硬材料的加工能实现以车代磨、以铣代磨。铣削是断续切削,以铣代磨除用CBN和陶瓷刀片外,强韧性好的超微粒硬质合金再加表面涂覆高红硬性优质涂层的刀具也能胜任加工淬硬钢材。本文介绍了三菱公司开发的MHS型淬硬模具..
麻花钻
钻头
孔加工
模具
阅读全文
“银狐”新型浅孔钻系列的介绍及案例分析
“银狐” 新型浅孔钻系列是高档数控机床与基础制造装备”国家科技重大专项系列产品。 “银狐” 新型浅孔钻系列的特点: 高效率:螺旋内冷结构,扩大了容屑空间,允许更大进给,提高效率。 高精度:刀片安装精度高,切削过程平稳,振动小,孔加工精度高。 高经济性:真正..
孔加工
机床
阅读全文
抛物线连杆钻头的加工案例分析
连杆的孔加工 连杆在一个很复杂的应力状态下工作,对材料的要求很高,目前常用材料可分为三类:一是传统材料:优质碳素结构钢、合金结构钢等;二是非调质钢、非调质易切钢及铁基粉末冶金钢等;三是新材料:包括铝—纤维增强金属、氧化铝纤维基陶瓷连杆及增强塑料连杆等..
钻头
孔加工
刀具
阅读全文
瓦尔特:PCD高性能麻花钻 应对航空航天复合材料加工
在航空航天领域及其他行业,复合材料的使用在不断增加。瓦尔特刀具(Walter Tools)针对这些材料开发出了专用的特殊刀具产品:PCD高性能麻花钻。
复合材料
麻花钻
孔加工
刀具
航空
阅读全文
案例欣赏:ZTD03/04系列新型浅孔钻
应用案例 案例1--加工孔质量高 加工材料:42CrMo(HRC25) 对比刀具:A公司 B公司 从上面表格数据可以看出,我公司ZTD系列浅孔钻加工出的孔质量与其他几个厂家相比,孔径差值较小。 案例2--切削平稳可靠 浅孔钻加工50Mn对比案例 加工厂家: 某公司 加工内容:钻螺栓..
株洲钻石
孔加工
刀具
阅读全文
应用案例-螺旋槽式PCD铰刀
转载
孔加工
刀具
阅读全文
应用案例-硬质合金铰刀加工铜镍合金
转载
孔加工
刀具
阅读全文
首页
上页
1
2
山特维克可乐满 官方网站
山特维克可乐满 产品一览
山特维克可乐满 应用案例
肯纳金属 Kennametal 官方网站
肯纳金属 Kennametal 产品一览
山高刀具 SECO 官方网站
山高刀具 SECO 产品一览
山高刀具 SECO 应用案例
欧士机 OSG 官方网站
欧士机 OSG 产品一览
欧士机 OSG 应用案例
株洲钻石 官方网站
株洲钻石 产品一览
株洲钻石 应用案例
雄克 SCHUNK 官方网站
雄克 SCHUNK 产品一览
雄克 SCHUNK 应用案例
高耐大因 官方网站
高耐大因 产品一览
厦门金鹭 官方网站
厦门金鹭 产品一览
澳克泰 ACHTECK 官方网站
澳克泰 ACHTECK 产品一览
金万众 Wisdom 官方网站
金万众 Wisdom 产品一览
嘉实多力揽恰佩克年度新锐品牌奖
直播预告 | 使用PolyWorks解决方案,助您10倍提高检测效率
山特维克可乐满 GC4330和GC4340全新钢件铣削材质,优化钢件铣削
第三期-山特维克可乐满“铣削研讨会"—槽铣会议问答集锦
《Milling Made Easy》铣削讲座第四期 易选易用山特维克可乐满 CoroMill之 - 仿形铣
中西部工业首展,2022郑州工博会重装起航!
2021年中国城市公交智能化市场现状及发展趋势分析 公交系统智能化未来大势所趋
聚钻石英才,创钻石人生 | 株洲钻石切削刀具公司2022届校园招聘炫彩启动
AMD:我们已准备好开发Arm芯片
全球第一!中国船舶集团民船海工订单破千亿!
如何提升产品质量&设计感 选择萨瓦尼尼多边折弯机准没错
新松全新GCR5-910协作机器人
铁路应用BIM和数字孪生技术进入快速上升期
2021年中国风电行业龙头企业市场竞争格局分析 金风科技处于行业领先地位
数据 | 美国工程机械市场各品类销量预测
2021年中国工程机械行业更新换代等多因素叠加,拉动市场需求
9月将迎来专项债发行高峰 工程机械回暖可期
GPOWER2022第21届中国(上海)国际动力设备及发电机组展览会
ABB:迎接年度盛会,再续进博之约
灵活应用数字化技术的新一代马扎克车铣复合加工机INTEGREX系列
2021年中国轴承行业市场供需现状及竞争格局分析 行业整体呈现供大于求局面
智耀江城 | 海克斯康于国际智能制造论坛中发表全新主张
好礼相送 | 2021年海克斯康客户满意度调查活动盛大开启
尖货集结 | 光博会开展首日,那些抢眼的高精装备都在这
海克斯康制造智能2022校园招聘全面启动
我国制造业增加值连续11年世界第一 数字经济势头正劲
2021年中国骨科手术机器人市场现状与发展前景分析
工业机器人来焊接,优势在哪里?
飞机的油箱究竟有多大?居然能飞那么远?
东芝月底将关闭大连马达工厂,已运营30年。。。
Copyright © 1997-2021
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有