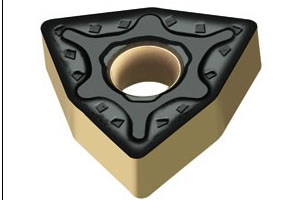
株洲钻石研发中心技术服务工程师谢锂对本次株洲钻石带来的重点刀具产品及行业应用产品做了详细介绍。他介绍道:“株洲钻石针对不用加工的行业及不同材质的被加工件都有推出全新产品系列。其中针对通用加工推出了全新 ..
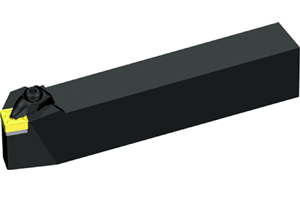
车刀的切削部分由主切削刃、副切削刃、前面、后面和副后面等组成。车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。机械夹固式车刀可以避免硬质合金刀片在高温焊接. ..
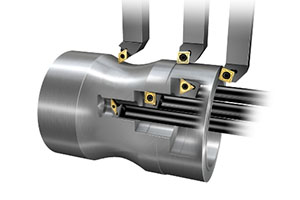
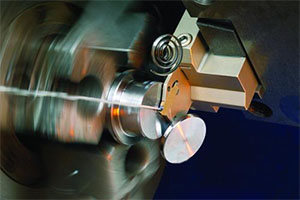
瓦尔特高压内冷外圆车刀